|
發布時間: 2017-5-10 20:29
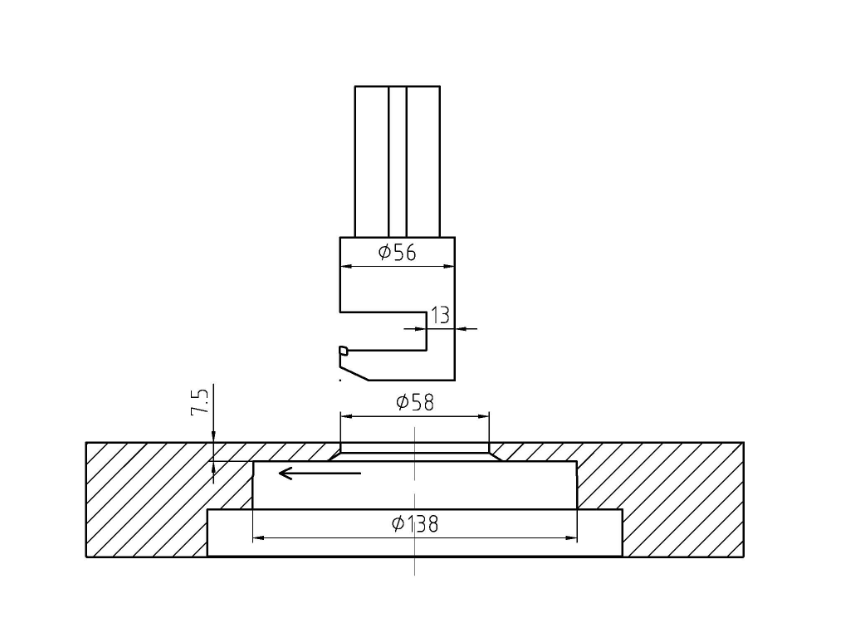
正文摘要:一、問題描述:近期做了一把非標刀桿,如圖所示:刀桿直徑56mm;連接處還剩13mm;要加工此件的內孔底面進行反勾車削至直徑尺寸138mm; 刀桿材質:40Gr;工件材質:HT250;使用刀片:CBN; 二、驗證結果: 因刀桿的 ... |
| 樓主問題解決了沒。 |
YLH_Ze8OR 發表于 2017-5-12 09:40 那為什么不在前工序一步到位呢? |
|
這個刀具主要問題是剛性不足,你的切削參數,是在剛性不足的情況下調整,可以改善,但很難從根本上解決問題。 我的意思是,用一把剛性好些的刀,通過翻身進入工件內部。 進給的話沒問題,因為我沒畫細節。 主要你設備不支持。 |
喀秋莎88 發表于 2017-5-17 22:03 這個真不是?就是簡單的兩軸設備! 搞把大刀,怎么實現橫向進給車削內腔底面呢? 目前實驗結果: 1、通過改變刀具的幾何角度及改變切削用量,“顫紋”問題有所改善; 2、此刀桿的剛性確實不足(刀桿連接處太少);刀具還有所改善; |
|
不知道樓主的設備就是三軸嗎? 如果可以的話,可以弄個四軸的床子來加工 弄把大刀,翻轉進入工件內部。 
|
| 40Cr調質,結構性能會好點。但是你刀桿發顫主要還是剛度上的問題 |
| 學習中,不發言。 |
林泉之樂 發表于 2017-5-12 13:39 呵呵.....目前的情況改善了一大截! 只討論此方案的可行性,其他的事項不做討論......望見諒! |
| 說實話 我是不會出主意的,這次你幫他搞定了,下次他弄出個更奇葩的來,什么時候是個頭,就應該讓這樣的人吃吃苦頭,他才會清醒 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-18 12:04 , Processed in 0.111209 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.