|
發布時間: 2015-12-23 22:56
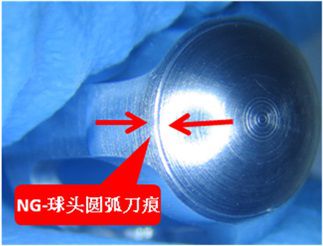
正文摘要:如圖,工件的球頭(直徑9.0)上面有刀痕,刀痕的出現位置是隨機的。如何解決?圖紙要求Rz6.3的粗糙度,有刀痕的工件粗糙度也是好的,但外觀NG不給過。(大約10%的不良,車床做完時刀痕看上去不明顯,但這個工件后續有磁 ... |
wjiafu72 發表于 2016-3-8 13:10+ M$ l0 F2 A! j4 b% i. ?- \ 謝謝這位朋友。
通過以下兩個措施,現在基本沒有發現刀痕不良件了。
1.刀片還是用京瓷的VPET110301R-FSF PR930。 但走刀方向改了,走刀方向改為外徑往中心推(之前是中心往外徑方向拉),比較下來這個走刀方向好很多。 2.另外就是西鐵城A20這個車床剛性不是很好,發現背軸精加工這個球面時,如果主軸有調刀,背軸會受到振動時,球弧上就會產生個凹痕(這種凹痕是在固定位置出現的)。所以為了保險用了同步功能,確保背軸精加工這個球面時,主軸方面期間不要有調刀動作。
現在回頭看,根本原因很可能是刀尖從中心往外徑方向拉這種走刀方式不夠好,這種方式鐵屑會夾在刀尖和工件之間不好排出,凹痕很大可能是鐵屑沒排出造成的。 之前只知道加工端面時,走刀方向原則是從外徑往中心推的,如果從中心往外拉就不容易車光亮(原因就是刀尖和工件之間會卡鐵屑)。想不到加工球頭圓弧也要遵循這個原則。這個工件開始時選擇中心往外徑方向拉是考慮到刀片槽型是R(右手)的,覺得這種走向才合適,考慮得不夠周全。 % X+ |( z5 ?6 _" T% t$ N- A |
機械愛好者wd 發表于 2016-6-19 21:31 不是。是瓦爾特的fans0 h& V5 e1 N/ p) t( W; k |
| 樓主是德國瓦爾特的? |
| 試試金屬陶瓷材質刀片 |
| 發張更換下來的刀具來看一下, |
| 0.5單邊應該厚了,這個零件很小的,球頭半徑是4.5的,零件外徑只有9.3,球頭里邊是一個半徑3.0的凹孔。壁厚估計就1.0,后面不做鏡面擠光的 |
瓦爾特 發表于 2016-4-4 16:27 最少單邊0.5也就是要留1mm精車余量還有,精車之后球面不是要鏡面滾光嗎? |
zj7576465 發表于 2016-4-2 18:19 大師,應該留多少合適?目前是留了0.1mm(單邊), [. R, f$ M2 u. v# L! o* M$ I |
| 這種刀痕,很明顯是精車余量留的不夠! |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-17 17:44 , Processed in 0.090077 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.