|
發布時間: 2015-12-3 17:34
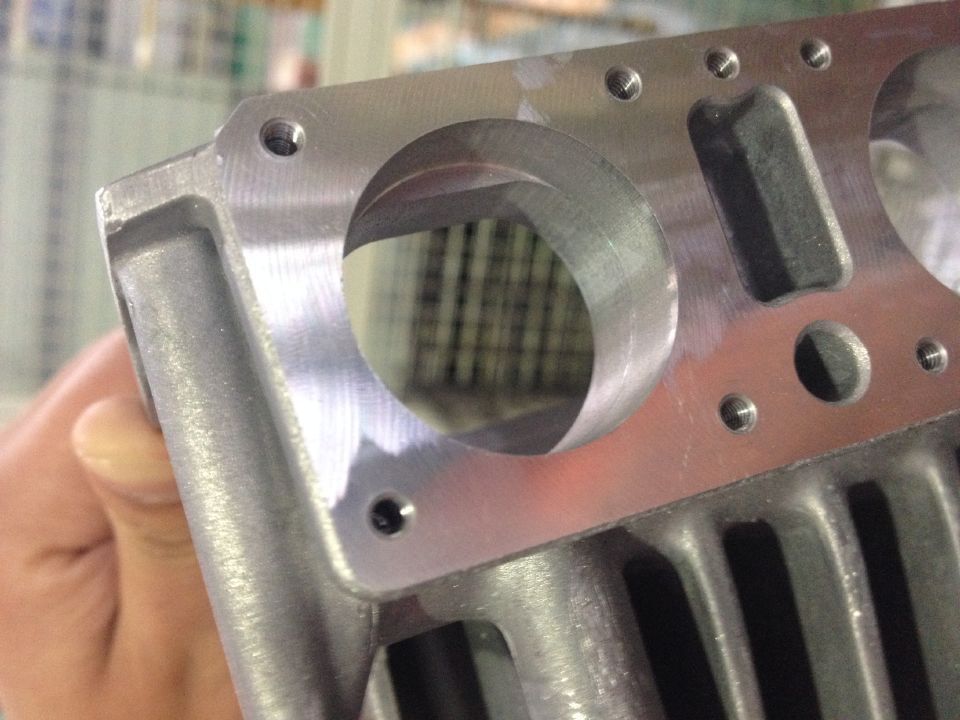
正文摘要:各位::今天去客戶現場,看到這一情況;;; ?- }0 ]0 z4 g2 O 此孔先用D12銑刀銑凸臺上部,再用D12的刀銑其它部份留單邊0.4MM的余量,此 時無刀痕. M: I. s& a' s2 |2 y3 j 再用D10的銑刀像以上D12刀具一樣分兩刀銑 ... |
| 夾具問題 |
|
你這個孔,上下的精加工做好是用同一把刀,出現這種情況有三種原因; 1,刀具刃長不夠,磨避空位要圓弧過度。 2,刀具,刀柄,傳動間隙等原因造成整體剛性不足,* w$ V& }6 y0 c$ P 3,刀具安裝后與主軸“平行度”不良,造成刀具切削面【錐角】。很多接刀痕都是由于這個原因產生的。采用如sd刀柄筒夾來裝夾刀具能解決這個問題 |
|
和樓上幾位意見一致,振刀。D10剛性不如D12,進給力大。 減小進給量、減小刀的伸出量或許就能改善。 |
白紙一張 發表于 2015-12-4 10:59   . M! t* G' _) e5 l! G. R; `, ]% o' ^ . M! t* G' _) e5 l! G. R; `, ]% o' ^ |
| 什么材料的?不銹鋼??? |
|
剛性不能排除,單側切最大切削深度1.5D,樓主可以算算。* @( t0 |! t; {# C* [& u) q5 e 如果是自己作的,還要打個8折。, D1 j8 ?- A. }1 L# v [ 分刀切要想沒有接刀痕挺難,尤其精加工。/ ^) t" V/ B# e+ e* C7 Y% G 粗加工不是沒有,只是尺寸控制沒精加工嚴,剛性比D10稍好罷了。+ J+ Z% {+ {# C9 N: X# c! l 另,刀痕是全周都有嗎?" }) n7 Y& B5 }1 ^ 走螺旋,估計效果不如現在。, L5 H5 C f7 W; ^2 U" M* P7 a 下回出方案時,告訴客戶,會有接刀痕。 |
把刀用好 發表于 2015-12-3 18:33 弦長不會有問題的,我只加工16個MM深,我刀具一共只有60mm長,所以剛性這一塊可以排除,我們內部初步分析原因為:: n6 z0 g1 N/ J! z' i ' w2 k& W# f& f8 Q1 e) C# f & Y& A) S( r. w* @8 p/ l" D6 ]/ V 兩把刀不同心導致的情況一樣,是否可以使用D10的銑刀直接螺旋插補進刀呢?" H: g* S8 K m5 X3 { 8 E S: g( i4 A' _* h4 D: | 針對這種雙重面很有必要讓客戶檢查一下夾具。如果是一把刀具則不會出現此情況。 但會出現中心距偏移。 6 _( T( U3 z0 F) R+ K# O5 E + a: M( H- D0 A4 t6 {" c |
| 我看不像震紋,感覺像銑刀兩刀刃沒磨好,單刃產生切削。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 14:56 , Processed in 0.068434 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.