|
發布時間: 2013-3-18 09:41
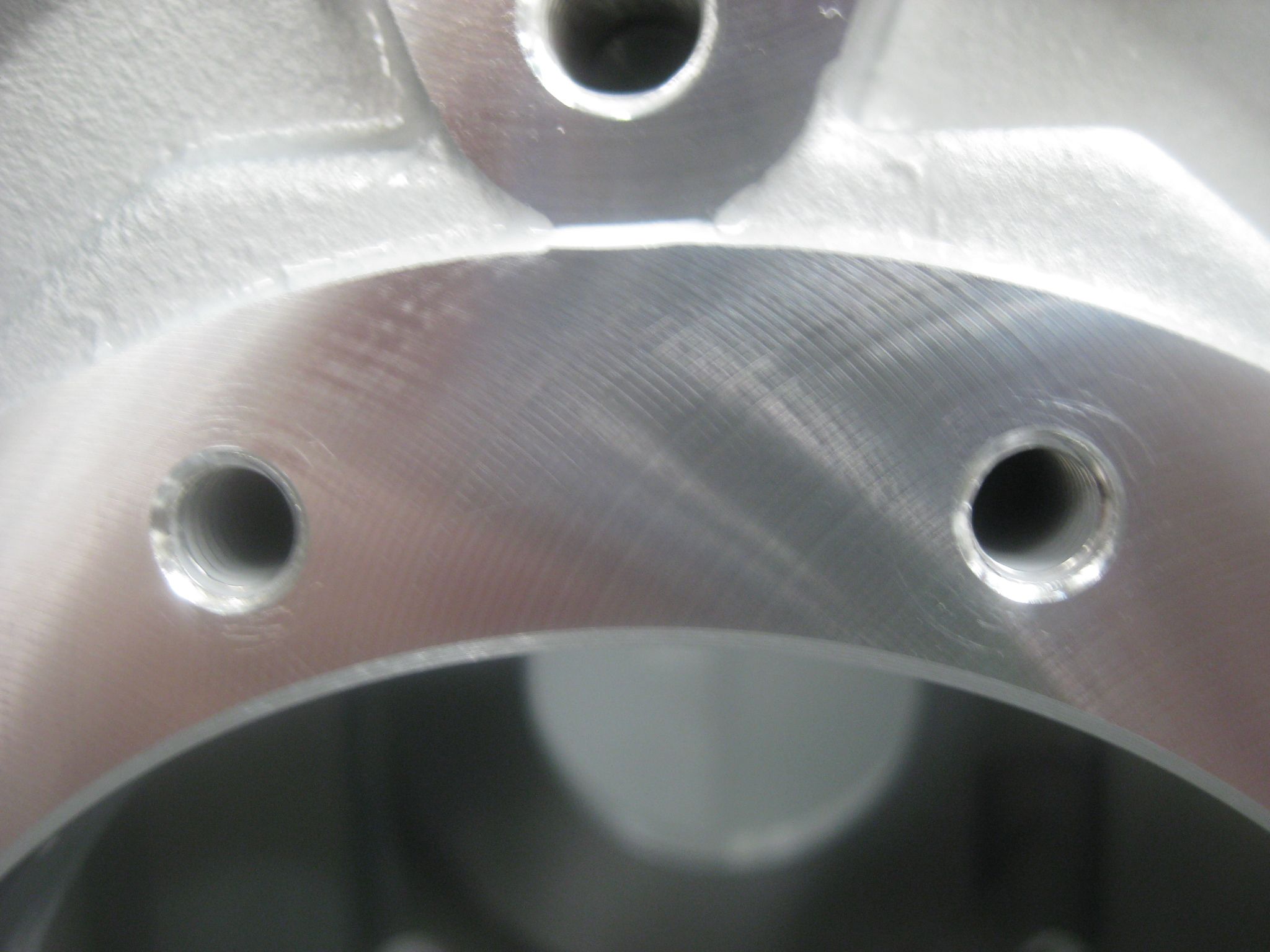
正文摘要:如附件兩張圖,前者fz=0.08后者fz=0.12,機床進口臥加,加工鋁合金,面銑刀Z=8包括一個修光刃,刀片都是PCD。 3 W0 R+ X+ U) A3 M5 |7 }; y" Q兩個面檢測下來粗糙度Ra=0.5左右,都非常OK。我的問題是,工件表面肉眼看 ... |
| 學習下,不錯 |
| 產生振紋是是因為間斷切削。產生網紋是材料的彈性強度產生的。 |
枯藤 發表于 2013-3-19 00:31! z! F" j( Y7 Z( s 你旋轉的角度不要超過刀具的凹角 |
|
刀片精度,或者刀排精度,某一粒刀片高了 |
| 這個東西,是我用自己的小鉆銑床加工一個臺階圓柱端口時第一次想到的。我采用的是夾持細圓柱工件旋轉金剛石磨頭固定為刀具的方式進行精細車,因為沒想到銑床會偏轉而懶得用車床頂針來車,偷懶想快點,結果車出來的圓柱臺階是偏心的。怎么旋轉都是圓嘛,工件旋轉怎么可能車出偏心圓柱來?琢磨許久才明白,原來工件雖然旋轉,但它和夾頭位置是固定的,夾頭偏振時每次都是固定位置偏振最大,當然圓柱工件也是同一位置偏振最大,就加工出偏心臺階了。銑床也一樣,假如它有兩個刃頭,那么每一次都是固定位置的一個刃頭偏振大一個刃頭偏振小,而且它們的偏振不是同心的,所以就出現兩條圓弧線交叉的情況,自然會產生網紋切削痕跡了。 |
| 用帶修光刃刀片 |
| 刀具軸向要調節好 或 加主軸傾斜 |
| 很好的問題 頂下 同樣遇到此問題 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 01:53 , Processed in 0.081326 second(s), 27 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.
