|
發布時間: 2025-8-16 13:57
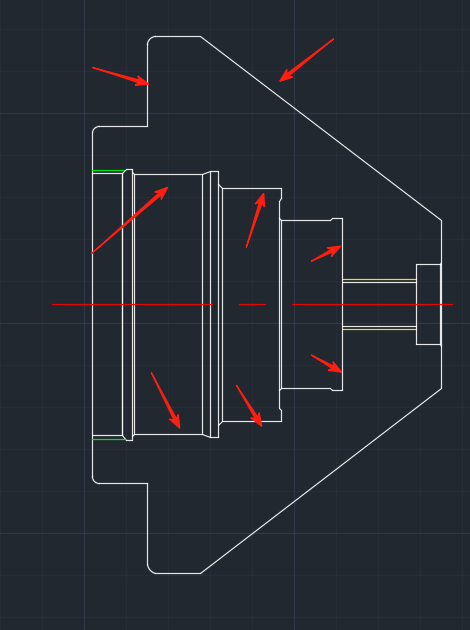
正文摘要:傘形頂尖淬火回來后,一般是需要精車外形和內孔,然后在進行磨削內孔,但是由于機床,刀具,材料的問題會出現誤差,進而導致工件過大或者過小,甚至報廢。但是現在車削外圍后再車內孔就導致重復定位不好(或者是磨削 ... |
?? 工裝夾具改善
?? 工序分配策略
? 經驗總結:
|
睡夠180天 發表于 2025-8-16 17:19 內孔是重要面,現在打算是以錐面定位來加工 |
| 2樓說的對 |
| 你這個不會沒做配套的軟爪吧? |
非常 發表于 2025-8-16 16:34 我只是提出自己的觀點哈,是不是先確定哪個是重要加工面,那個是需要配合的面啊?如果內孔是重要加工面的話,我認為先加工錐面,然后以錐面為精基準,在利用錐面的自定心的特性,去加工內孔,避免二次裝裝夾加工內孔。您說呢? |
|
1. 不要隨意更換材質,不要隨意更換熱處理供應商或者更改熱處理工藝參數。 2. 20萬左右的數控車床,精磨前粗車的公差也能保證在IT7-8級精度,甚至更好。、 3. 加工步驟可以反過來做,先加工內孔,再加工錐面。加工錐面時候,內孔可以使用漲套定位。 |
| 換個好機器吧。一般精加工內孔后在芯棒加工外形,內外跳動幾個絲是可以保證的。 |
| 不能用棒料加工完再切斷嗎/???? |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-20 16:56 , Processed in 0.069423 second(s), 23 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.