|
發布時間: 2024-2-24 11:15
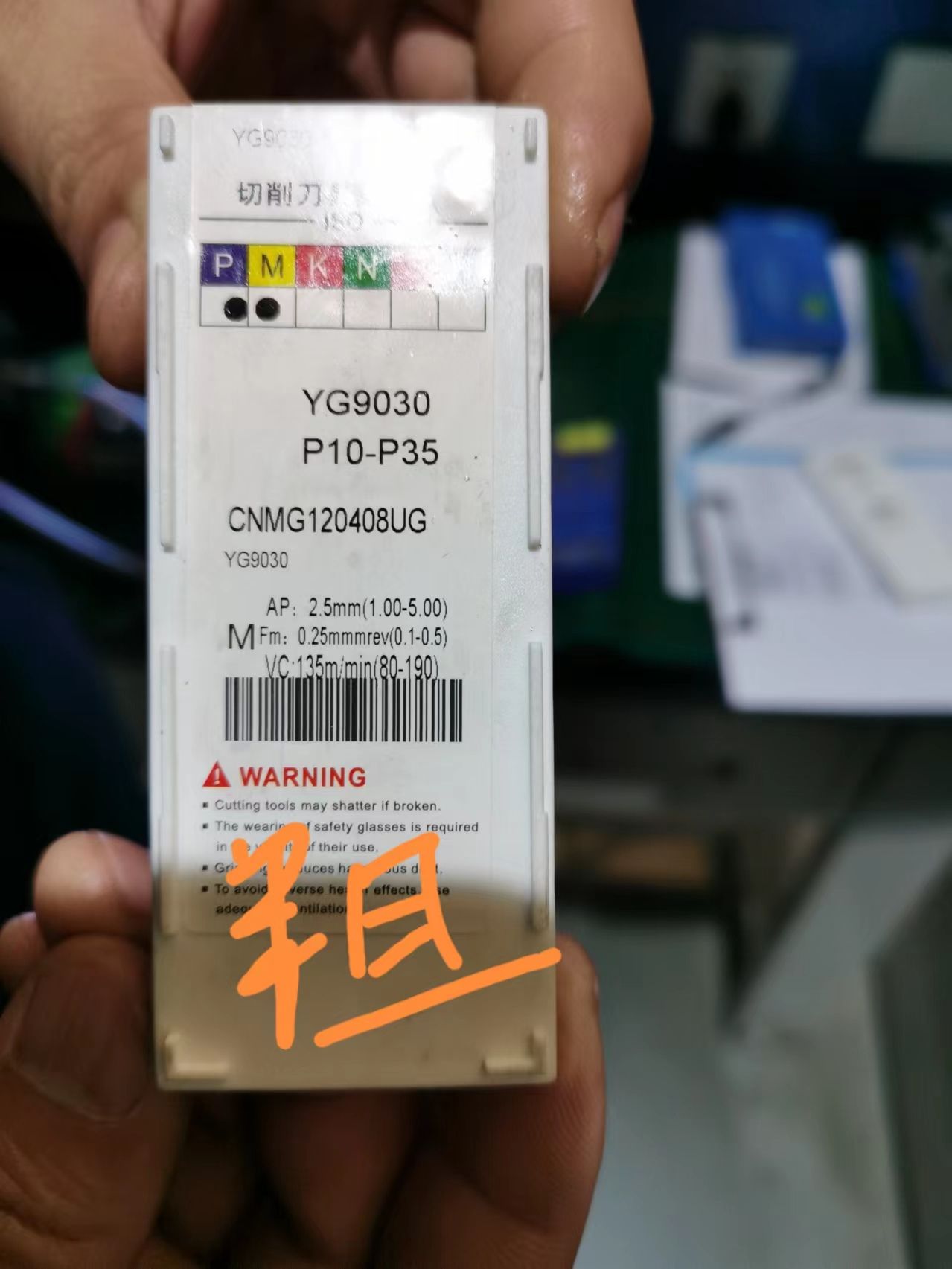
正文摘要:公司有款不銹鋼銷軸零件,零件尺寸:直徑Ø8.5,長度 22,材料:SUS304。數控車床車外圓,表面粗糙度Ra1.6, 尺寸Ø8.5(0/-0.009), 所用粗、精車刀片如下圖示。 3 o; G3 l* I/ e1 F$ d& q% z% S6 ~7 b切削 ... |
| 這個粗加工余量可以換用專對不銹鋼,耐熱鋼車削開發的半精加工槽型,歡迎試刀 |
dtltc123 發表于 2024-2-28 19:14 嗯,大俠說的是。粗糙度實測Ra0.6左右 |
| 加工余量太小了,按你的加工余量來說,刀尖圓角有點太大了,余量太小就像磨削了,對刀片而言反而不是好事。而且沒必要用這么大的刀片,有些浪費,順便問一嘴,您最后的粗糙度怎么樣? |
zl-zyq 發表于 2024-2-28 12:18 當時設計冷鐓模具時只考慮到盡量減少材料成本,忽略了刀具的問題,看來余量要適當增加。 |
| 粗車為什么余量這么少? |
xw_f 發表于 2024-2-28 08:21 你說的很對。切削余量確實太小了。正常情況下,粗加工單邊余量應該大于刀尖R角,這樣可以減少加工震動。/ D/ y+ R4 I% x1 D. |7 S 粗車單邊余量0.2-0.5,精車0.1-0.2比較好。 不銹鋼是所有工件材料中最難加工的,刀片壽命不會太好。3 u3 A h3 O+ f* M; l8 j |
養豬東籬下 發表于 2024-2-27 16:35; b$ ~3 Z" k3 C8 o; ]* I 個人覺得總的余量過小,毛坯是冷鐓坯,外徑Ø8.82,粗車至Ø8.54(切除量Ø0.28),精車至Ø8.49(切除量Ø0.052),完全是刀尖在擠磨,而非切削。擠磨造成表面層硬化,更加磨損刀具。從刀具使用壽命來看是很不正常的,粗車一個刀頭只能加工70件左右。8 Z# j+ r9 `; _+ k% O |
|
線速度不高,進給也不大,沒什么問題。 需要注意的是,粗車可以余量大一點,精車余量小點。 另外,粗車可以選用強度高一點的槽型,而精車選用鋒利些的槽型和角度。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 06:30 , Processed in 0.076727 second(s), 25 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.