|
| HRC35的話,這種普通絲錐有點干不動了。選個能斷屑的絲錐,最好用內冷 |
|
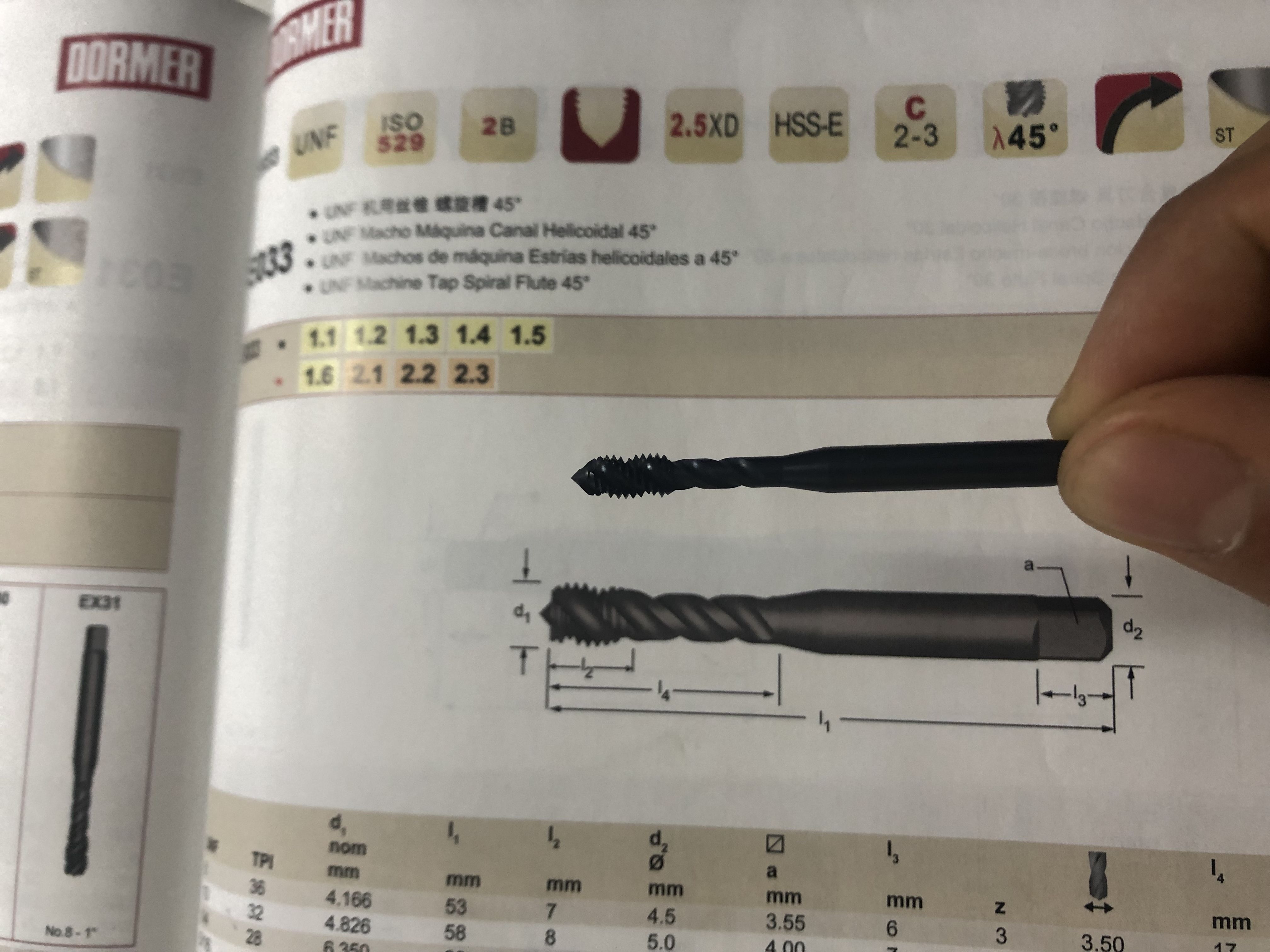
看你圖片,絲錐材質是HSS-E,這個不是粉末冶金。! b8 K2 y' O( { 別的牌子首件也斷嗎?0 x! [3 B+ G7 ?0 y+ H) O 是否把工況詳細描述一下? 應該可以解決問題。 |
| 11111111111 |
hell19881209 發表于 2019-6-17 11:46$ q+ T7 A* Y; g 粉末冶金的 絲錐是廠家選的 |
| 絲錐是你自己選的還是廠家選的?絲錐材質有沒有選對?一般你這個材料硬度,需要用粉末冶金的絲錐,普通絲錐干不了。 |
客官留步 發表于 2019-6-14 15:062 y6 e4 V# E# R! F 轉速不太高,可以的,看看牙尖是個什么狀態,有沒有可能是底孔留得太小了 |
韓寒11 發表于 2019-6-13 21:289 A5 E& _- w1 g( g6 D& b 原來的轉數是300 原絲錐為osg 螺旋角10度 段的絲錐為多瑪 45度螺旋角 有避空的細頸 在細頸處斷裂 。如果更改參數應該多大合適。如果更換刀具,應該注意哪些刀具尺寸的更改 |
客官留步 發表于 2019-6-13 09:24$ v- {# N. R( v 是應該根據螺紋的情況設定,但是切削參數要根據加工工件的材質和絲錐的材質和品牌來決定的,如果轉速過快的話,也可以導致絲錐斷裂的,底孔過小也可以導致絲錐斷裂 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 22:04 , Processed in 0.075693 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.