|
發布時間: 2018-6-8 11:50
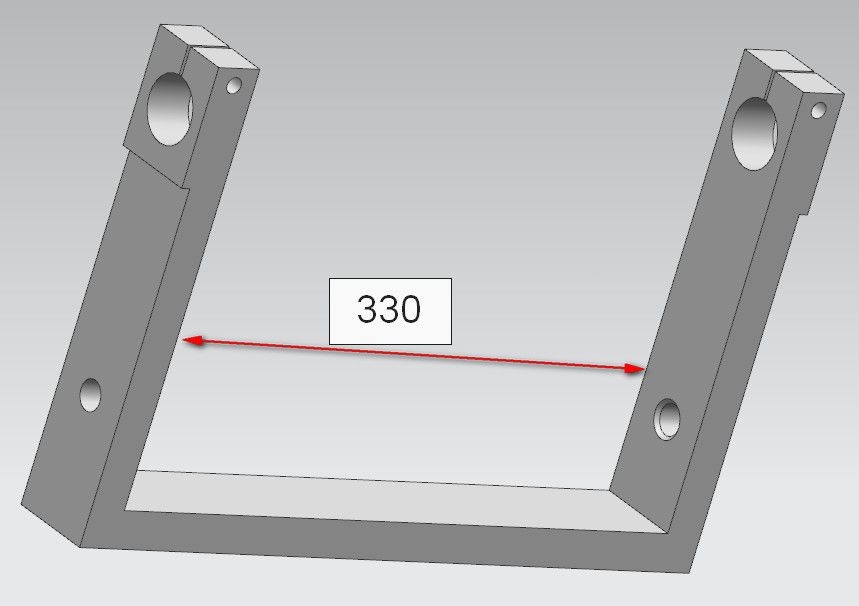
正文摘要:本帖最后由 一展刀鋒 于 2018-6-8 13:58 編輯 各位機加工大神,請問這兩個精孔能保證同軸度嗎?孔大小是16mm 0--+0.03 麻煩懂工藝的給小弟解惑下 ... |
|
露個怯~ 首先要說,合格和可用,是兩個概念。 單純就加工,且以合格為目的而言: 1 焊接件銑削外形,圖中C基準面及其焊接后要求平行的面留量; 2 線切割穿絲孔預鉆,連接梁上的孔及φ35孔的開口鎖緊孔可做成(看你的孔精度了); 3 焊接 4 工件放倒,臥式加工中心加工C基準及平行面,裝夾是關鍵; 如果粗糙度要求不高,或是可用慢絲,可將工件放倒,切割C基準及平行面,裝夾稍加注意即可; 5 找足夠高度的線切割,以C為基準裝夾找正,切割φ35孔、鍵槽、開口,以及φ16孔(φ16孔留量鉸成或慢絲切割); 以可用為目的話變數就多了。 個人感覺: 最大的槽點是針對C基準面的平行度和垂直度要求,臥加銑削省工序,但加工變形(特別是松壓板以后)需要規避;線切割加工變形相對小,但工序多成本高。 另:φ35的鍵槽和開口,線切割是首選; 其余位置提及慢絲,旨在保證粗糙度,而非精度。 |
一展刀鋒 發表于 2018-6-9 09:25 這種還是看經驗,我9米長的絲桿聯軸器直接0.76,屁事沒有。考慮后續加工拆裝問題,我都是往大里搞。 |
| 一般情況下你這個尺寸公差就能保證你的同軸度要求了。 |
| 臥式鏜床,臥式加工中心都能搞,就是回轉一次工作臺 |
| 回轉工作臺兩頭做,同軸度沒問題。問題是你組成個產品的形式和材料。鉆頭打或絞,肯定不行,用鏜孔。還有你夾具的夾緊方式會不會變形。 |
toafy 發表于 2018-6-8 12:21 沒有問題的,直接線割精度也是沒有問題的,這個件主要得控制零件自身的變形 |
| 這個零件加工后在機床上測量應該能行,但是取下來以后或者放兩天還能不能很難說,畢竟材料加工應力釋放,甚至是受熱不均都可能出現問題 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-19 16:58 , Processed in 0.068858 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.