|
發(fā)布時間: 2018-1-29 08:36
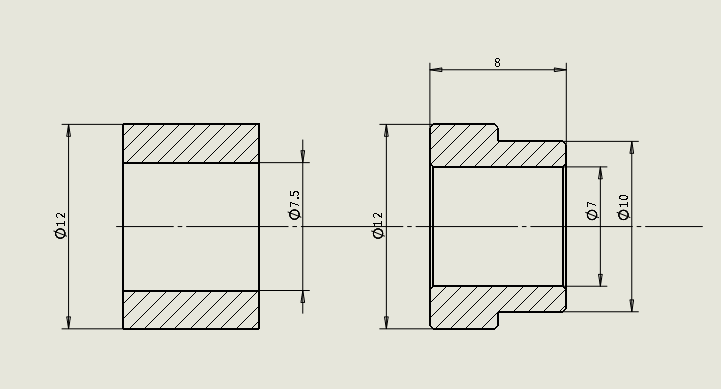
正文摘要:下圖左面是毛坯尺寸,右面是成品尺寸,現(xiàn)在的問題是: ' ^; b% B5 R: a3 @加工外徑時尺寸都是好的,但加工內(nèi)徑時,每做3個零件,尺寸就會小0.01mm,請大家?guī)兔Ψ治鲆幌率鞘裁丛蛟斐傻模x謝! * B) W" l" l4 B! n ... |
whlucy 發(fā)表于 2018-3-8 06:47 分析到位!6 Z k1 n5 i2 K# ?: b) L3 e |
|
1,孔小可采取鉆、鉸工藝 2,刀具表面已退火,刃磨刀具是需注意冷卻( q8 @; d6 I# j+ D6 m: B 3,要有刀尖倒角,0.1~0.2mm 4,加工中注意使用冷卻水" g5 T2 V, ^5 F9 ] 5,刀具加緊可靠否,減少伸出長度,增加剛性 6,減少精加工余量 7,設(shè)備精度 |
| 這刀怎么都磨糊了?白鋼刀刃部的硬度全飛了。 |
|
一個最基本的問題,樓主沒交代清楚,也沒有人問:' v+ G. O; I$ n2 U: M5 d 內(nèi)孔直徑是7,公差是多少? 不同的圖紙要求,加工工藝也不同。 如果公差是H7,建議用絞刀。 |
| 太鋒利了,刀桿也那么細(xì),會振刀吧 |
|
這么有規(guī)律?每3個小0.01mm?3 z- L* c/ v( t' ? # q( y. n; _% @" h 按所述的情況應(yīng)該是刀具磨損導(dǎo)致的。 |
| 余量不要太大不要超過0.2.因為孔刀比較鋒利一般02角的我只留0.1-0.2左右。還有就是刀子中心高不對會加劇磨損, |
|
我用的是鎢鋼刀桿那種機(jī)夾刀,精車余量留0.1" c5 }" |" G/ }2 j- e/ W 一百多個就改了0.015刀補(bǔ)7 |9 a+ J5 S/ C" X5 } 如果尺寸老是變動你看看是不是機(jī)床的絲桿不行了, |
| 如果認(rèn)為刀具磨損了,可以測量后刀面磨損量。 |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-7-15 13:07 , Processed in 0.068346 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.