|
發布時間: 2017-10-15 22:38
正文摘要:社區管理建議夾具也可在本版塊討論。 1 j9 J8 ]' b& K' O4 y8 M我對夾具也稍有了解,并比較關注夾具剛性對刀具的影響。 3 E0 N! S: y/ X* m, p* }! n但才疏學淺,沒找到什么資料能讓現場操作者能判斷夾具剛性是否有 ... |
shark15 發表于 2017-10-22 01:10 確實很多以為定位好了,夾緊就可靠的現象。夾具,是切削系統的一個子工藝,但非常隱晦。" z- M Z* E4 g! Q1 L 夾具剛性對刀具壽命(加工成本)的影響其實是非常重要。5 v0 K! P6 R, A/ T& Z( M ' k+ |) m+ l r7 T - d9 I8 {4 @, X + T1 }) Y! [/ [5 g |
| 受用了 |
ailaodao 發表于 2017-10-18 17:02" F M) S3 s! ?* h8 V7 u# C+ U 老兄,你跟一些連夾具的定義都不懂的人談這些,白費力了。 一個定位,鎖緊(注意,不是夾緊),都可以計算出來的。搞一堆液壓缸,就叫“夾具'了? 拿個大力鉗給他們科普一下!!!+ R3 b; j$ o7 }$ |0 [7 z |
|
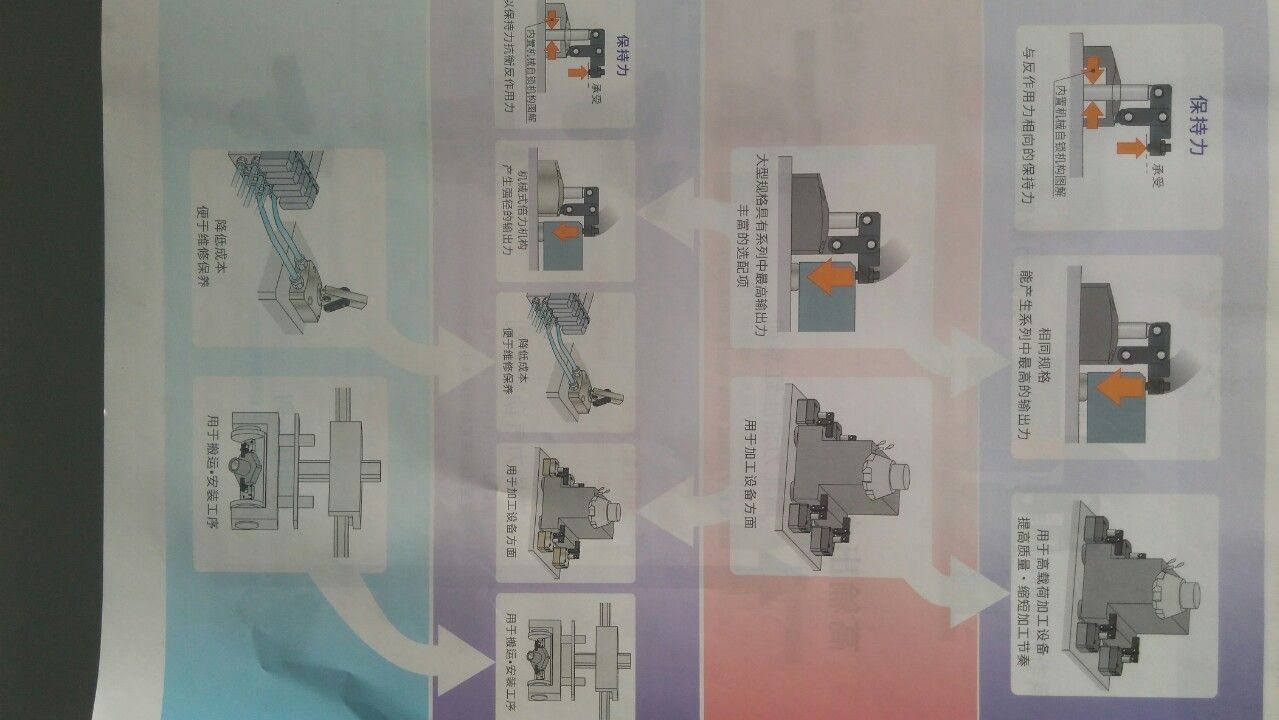
談談我對夾具的認識. M; b' d9 ?5 B" C0 J! b 定義:限制工件自由度的裝備 那么如何限制呢?6 |5 U, H/ h8 b3 Z 1、剛性限位( g7 b) C* ?/ t, l+ M) K 2、柔性限位 在我們做夾具設計是,需要分析工件的切削受力方向,并在合適的位置設計相關的機構來限制工件移動的自由度。理想狀態應該是工件的6個自由度全部都是剛性限位,但是由于使用過程中考慮效率等因素,故不可能全部采用剛性限位,則在此基礎上在適當的位置增加柔性限位機構。如彈簧限位、氣缸限位、油缸限位等........ 如何判定限位機構的失效,這個并不存在一個很中性的定義,過程中應該是工廠結合自身產品結構、加工工藝、工裝特性自己來進行定義。 比如如樓主圖示的采用油缸來做壓板此類結構,如果只是把工件壓在機床平臺上打孔小孔,此類工裝的安全系數就很高;如果用來開粗銑平面那么此類工裝的安全系數就很低,則需要工裝上做改進; 想要找一些方式方法去來作證工裝的安全性,這個需要平時自身收集案例,數據,并把數據通過工具來進行量化(如:所螺絲可以通過設定扭力扳手的數值來控制)) a+ B$ L6 f6 I- i' I" W 我目前還未看到有哪個工廠對工裝系統進行失效的檢測,更多的是在設計源頭盡量的減少工裝的失效性。 |
| 夾具的定義先搞清楚 |
未來第一站 發表于 2017-10-16 22:41+ p5 E% |" G: q K( J 怎么檢測,什么樣才是剛性良好?2 L& x. N3 w- Y6 ? |
|
本帖最后由 未來第一站 于 2017-10-16 22:43 編輯 + i, P% H/ ? M3 `6 |4 v. V1 R 夾具系統的剛性我認為主要有兩點 1,和夾具本身結構相關 2,和夾具布置(夾緊點)設置有關。 遇上重要大件先是上緊一波,等上半天再給上緊一波,前提是不把工件壓變形  |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 19:19 , Processed in 0.100285 second(s), 28 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.