|
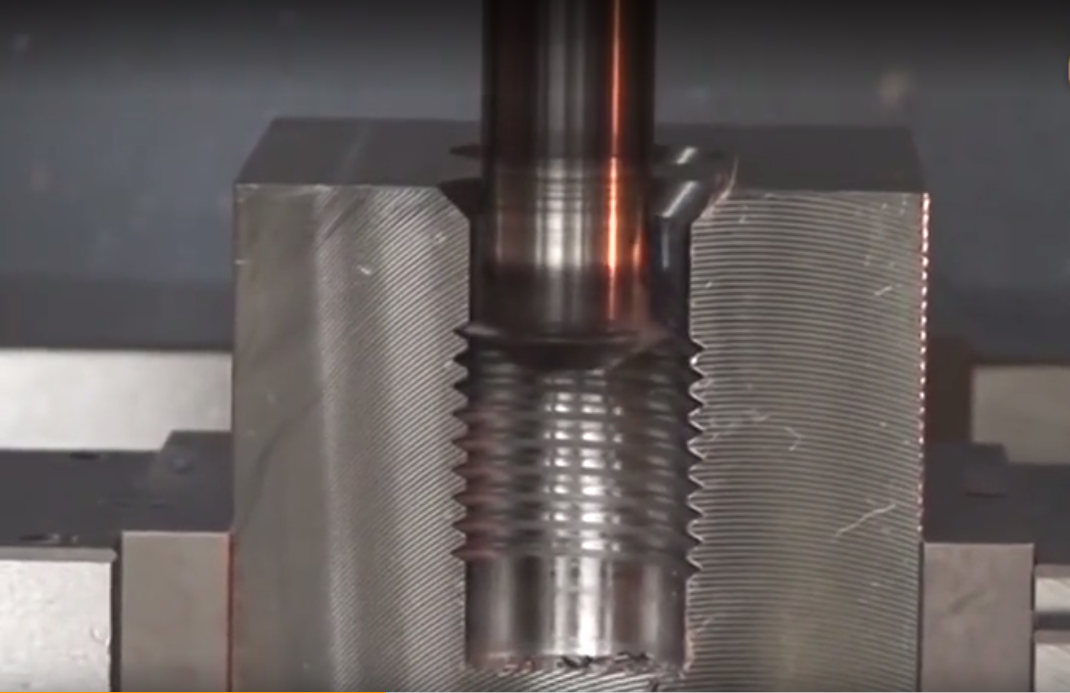
你的,。我的 發表于 2017-7-21 08:41 主要是看做什么工件,小孔用絲錐,大孔必須要用螺紋銑刀,因為大絲錐需要大力矩的機床來帶動,然而不是所有的機床都有“大馬力”的 |
| 學習了,謝謝 |
| 學習了 |
韓寒11 發表于 2017-7-20 21:03 現在我們公司推行的就是螺紋銑刀,代替絲錐 |
林泉之樂 發表于 2017-7-20 11:267 v1 _1 j7 @9 W 螺紋本身就能銑加工 只不過大小不一樣的螺紋旋轉加工方法不一樣 M6的不可能銑 M60的攻牙你不累死 選擇銑加工螺紋的公司不進也罷?你沒睡醒吧? W& q) c0 z7 a* K! C. M7 a |
你的,。我的 發表于 2017-7-20 10:50! a, N! ^( D4 i5 f7 W% S. {" y 能用絲錐的話,還是不要考慮銑削螺紋了 |
Venerealulcer 發表于 2017-7-20 10:52 大螺紋要求的扭矩大,很多加工中心做不到,所以才選擇銑削螺紋; i! X+ O8 v& ?1 @: W: F2 d# L |
林泉之樂 發表于 2017-7-20 10:30 這種銑削效率不高,但是有奇效 |
正在連接... 發表于 2017-7-20 09:48 效率是不高,但是比較大的螺紋,還是用的上的 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-17 17:39 , Processed in 0.080377 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.