|
|
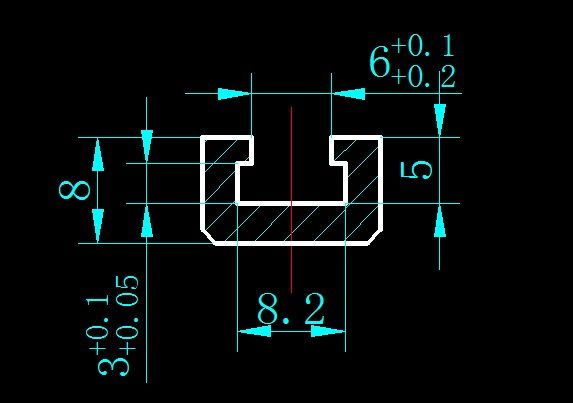
2樓說得對,建議用專用T型槽加工刀具加工。 |
|
加工T型槽的方法一般如下: 1、首先按照在鑄鐵平板的端面和上平面已經畫好的加工線找正和裝夾平板。 2、用切槽刀刨出直角槽。如果T型槽較小(槽寬小于100mm),頂部直角槽精度要求不高,可在一次走刀中切出,使其寬度等于T形槽槽口的寬度。如果T形槽較小和槽口精度要求較高或T形槽較大時,必須粗刨和精刨兩次刨出直角槽。. d5 J0 v. R* M 3、刨側面左右凹槽。加工前,用鑄鐵直角尺或鑄鐵方尺檢查彎頭切刀切削刃與鑄鐵平板頂面是否垂直(允許傾斜一個小度角ε,一般取ε=25'~30',以抵抗切削抗力使刨刀刀桿產生的彎曲彈性變形),若不垂直,則應重新調整刀具到保證垂直為止。然后用彎頭切刀分別刨削左右側面的凹槽。 4、倒角。用兩個主偏角均為45°的尖頭刨刀倒角。 |
| 不長就線切割,太長那只能訂T型刀了 |
| 槽長度方向有多少,要么訂T型刀加工,不長就線切割 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-16 03:19 , Processed in 0.060495 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.