|
發(fā)布時(shí)間: 2016-6-7 17:16
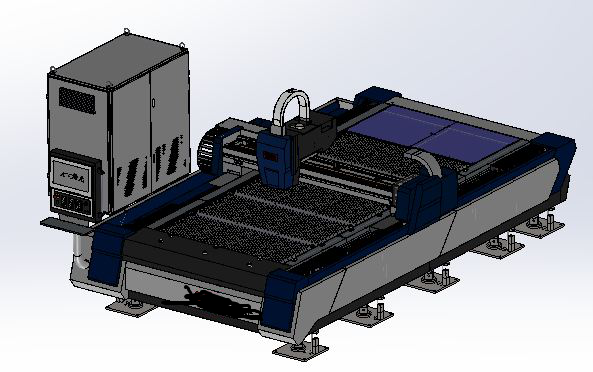
正文摘要:龍門(mén)式雙電機(jī)驅(qū)動(dòng)結(jié)構(gòu)的激光機(jī)床,無(wú)切削力,總負(fù)載慣量與伺服電機(jī)+精密行星減速機(jī)的慣量比小于1,大概為0.7至0.8,求助:該機(jī)床的總體性能是怎么樣的? ... |
| 很多伺服選型的冊(cè)子好像是比為10,小于1的動(dòng)態(tài)性能應(yīng)該很好了吧? |
| 問(wèn)題不能這樣問(wèn)。”總體性能“應(yīng)該有具體的,可以量化的指標(biāo)才好討論。 |
121我與 發(fā)表于 2016-6-8 08:51 最本質(zhì)的分析起點(diǎn),其實(shí)就是牛頓第二定律F=ma,Vt=V0+at……,放到旋轉(zhuǎn)運(yùn)動(dòng)中,質(zhì)量變成了轉(zhuǎn)動(dòng)慣量,力變成了力矩,速度變成了角速度,加速度變成了角加速度……。對(duì)于數(shù)控系統(tǒng)來(lái)說(shuō),響應(yīng)能力是其追求的永恒目標(biāo)。所謂響應(yīng)能力,說(shuō)白了就是“心想事成”——需要在某時(shí)某刻到達(dá)某個(gè)位置,系統(tǒng)必須能做到。而事實(shí)上,由于質(zhì)量 m,或轉(zhuǎn)動(dòng)慣量 I 的存在,理論上做不到。以制作一個(gè)矩形物體為例,X方向到達(dá)邊界需要一段減速過(guò)程才能停止,Y方向隨后啟動(dòng)也必須有個(gè)加速過(guò)程,對(duì)于加工中心,激光切割來(lái)說(shuō),這段加減速過(guò)程的負(fù)面影響似乎不太重要,而對(duì)于采用FDM技術(shù)的3D打印來(lái)說(shuō),擠料速度是恒定的,機(jī)頭加減速階段必然形成材料的過(guò)量堆積而產(chǎn)生形狀誤差。解決這個(gè)問(wèn)題,基本上兩個(gè)思路:1,擠料速度對(duì)移動(dòng)速度做出響應(yīng),根據(jù)移動(dòng)速度調(diào)整擠料速度,而熔融擠出方式存在熱與機(jī)械運(yùn)動(dòng)的配合,且有重力、彈力作用,事實(shí)上還做不到,于是思路2、提高X-Y的響應(yīng)能力是最可行的選擇,盡量減小換向時(shí)間和距離,盡量降低過(guò)量堆料的影響。將思路2的文字描述用物理語(yǔ)言來(lái)表述,就是a要大,從公式出發(fā),就是F要大,m要小。當(dāng)然,上述討論從應(yīng)用需要出發(fā),限于機(jī)械范疇,對(duì)于電機(jī)來(lái)說(shuō),也存在類(lèi)似的響應(yīng)過(guò)程。 |
| 都是大牛 |
| 學(xué)習(xí)了 |
| 可以學(xué)習(xí)一下 |
| 一般1就可以了,但是這個(gè)指標(biāo)只能說(shuō)動(dòng)態(tài)性能比較好,總體性能影響因素太多,不好判斷 |
| 慣量一般 1 |
|
慣量比居然小于1,得多大減速比 |
陳小困 發(fā)表于 2016-6-17 13:40 不是書(shū),是資料  |
121我與 發(fā)表于 2016-6-8 08:51 大俠 這是哪本書(shū)啊?求分享 |
oldpipe 發(fā)表于 2016-6-8 10:07 大校就是大校,說(shuō)得很通透易懂,又收獲了許多,謝謝 |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-9-13 08:32 , Processed in 0.084792 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.