|
|
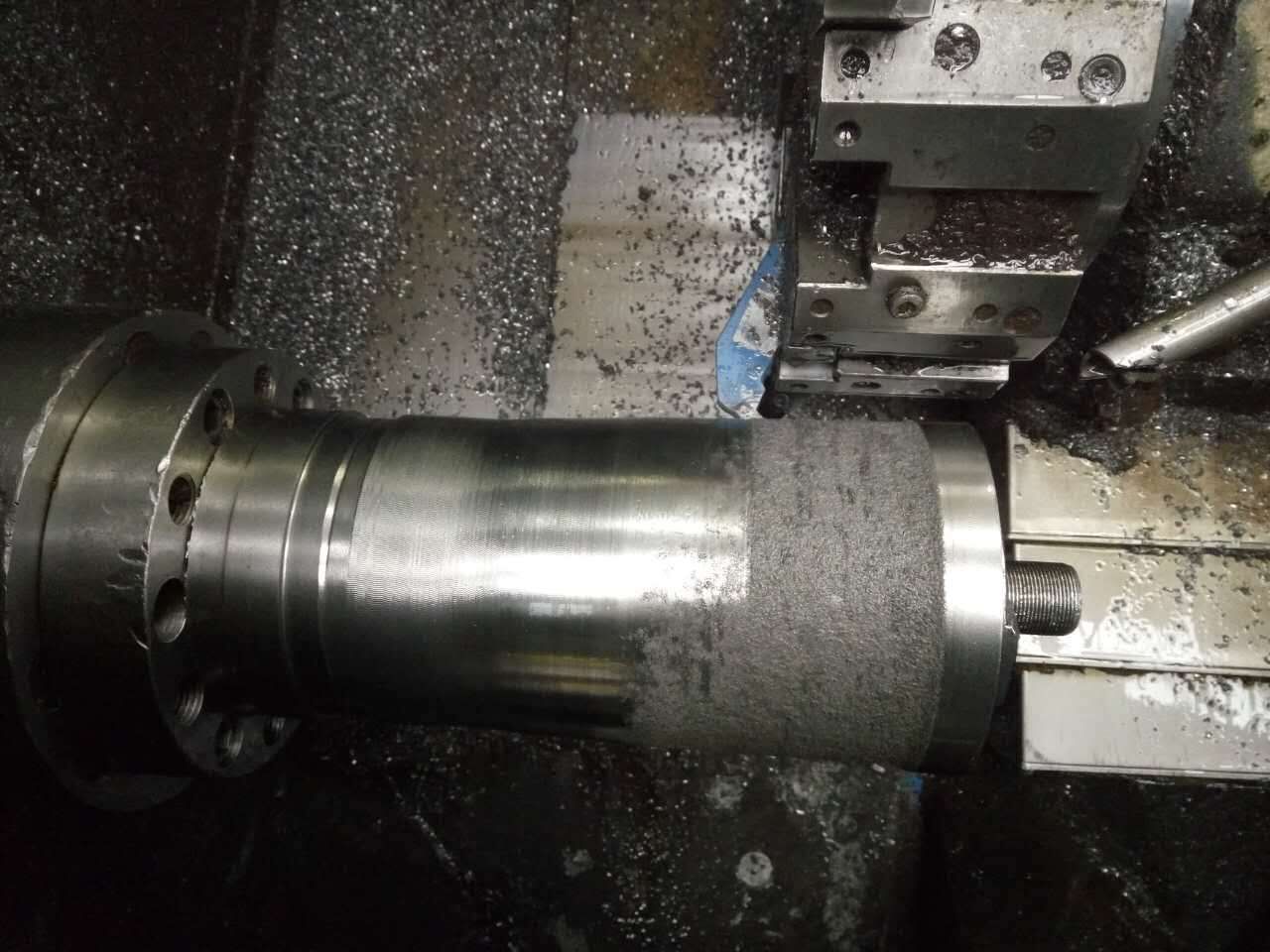
如果用硬質合金刀片,線速度250-300就太高了,粗加工120-180就行。- E0 Z5 R' l8 ~# w, c( c 如果用CBN刀片,線速度600左右,每齒進給0.2-0.3,如果余量大,適當降低進給,一個角的刀具壽命可以達到800-1500個缸套。 |
|
用裝刀片的那種可以,聯系我15766001381 |
| 聯系我,13621136371 岳, |
|
一,為什么不用頂尖呢?$ `# U0 J6 R; U+ J! b+ i* l 二,可以用可轉位刀片,其實你已經在用了,為什么這里不用?0 H: c# O/ K3 Q6 K$ P- x* e 三,余量多少?能否一刀切完?5 e9 G3 Y7 @- c1 L) x |
| 我公司與國內生產缸套的龍頭企業----中原內配有著長期的合作,歡迎來電咨詢 交流缸套用的優質刀具,相信我們一定能幫您提高生產效率降低生存成本,手機15092588217 |
| 你好,是灰鑄鐵吧?用立方氮化硼刀具試試,我這有個電話可以試試:電話:15670623393。 |
| 試試買氮化硼刀片,二手的十幾元一片,在金剛砂輪上磨一再用,車白鋼棒都妥妥的。 |
| 干式缸套? |
白紙一張 發表于 2016-1-28 14:46 車外圓,內孔用鉸、珩磨。( t1 `3 k4 k. e4 ^, J3 I2 l |
| 別人都車里邊,這怎么車外邊呢? |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 11:36 , Processed in 0.079024 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.