|
發(fā)布時(shí)間: 2015-11-12 09:18
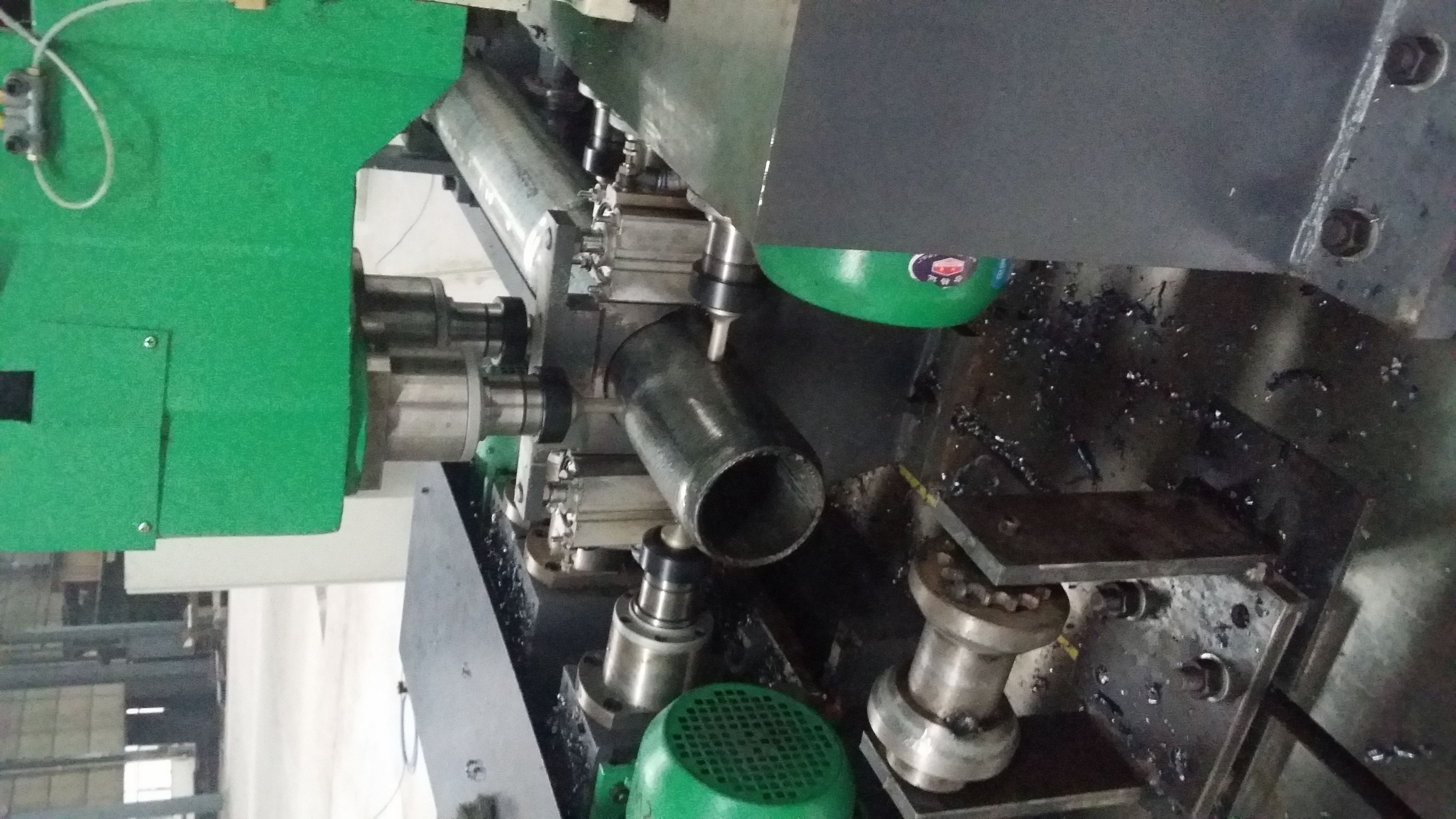
正文摘要:定做了一臺(tái)多孔鉆孔機(jī),批量加工圓管,鉆孔機(jī)鉆速在2200轉(zhuǎn)左右,使用的是榮科的快速鉆頭,2倍切削速度,特固克SPMG050204 DG TT9030的刀片,鉆的是127*4mm厚的Q345B的鍍鋅鋼管,無冷卻。目前的情況是刀桿毀壞太頻繁 ... |
孔加工 發(fā)表于 2016-3-28 14:09 你這價(jià)格,,絕對(duì)把樓住心肝嚇得跳飛... |
| 圓弧面不能用U鉆、而且還哪么小的、用硬質(zhì)合金鉆頭我可以幫你搞定、用三刃鉆定心好、剛性強(qiáng)、價(jià)錢在一千多一把、可重復(fù)修磨 |
| 14.5的直徑,建議把轉(zhuǎn)速調(diào)到1400左右,想辦法加上冷卻。 |
yangshuocn 發(fā)表于 2015-11-17 13:34 你哪里的?這個(gè)品牌是德國的,質(zhì)量還不錯(cuò),U鉆我個(gè)人覺得大一點(diǎn)的孔還行,小孔沒優(yōu)勢(shì) t6 D6 X! Q. j/ T) G |
cyh32981 發(fā)表于 2015-11-14 23:59 可不可以多介紹一下,哪里有賣的,謝謝 |
| 你可以試一下widia的TDM1450UPM 模塊化鉆頭,我之前也用的你說的這種,有內(nèi)冷的情況下還燒和磨損,后來換了這個(gè)無任何問題。比那個(gè)好用多了,建議使用冷卻液 |
chenlf 發(fā)表于 2015-11-12 21:16 現(xiàn)在鉆速是恒定的,如果用整體硬質(zhì)合金的鉆頭會(huì)不會(huì)好一點(diǎn),鉆速不好調(diào),冷卻不好加,現(xiàn)在材料是Q345b的材料,我想看看價(jià)格變頻器把鉆速降一下,用硬質(zhì)合金的鉆頭,不知道可行不,或者降下來速度,還是用這種U鉆 |
|
這加工環(huán)境也太惡劣了!1、加工無內(nèi)冷(這點(diǎn)也就算了,畢竟孔比較淺)。2、轉(zhuǎn)速恒定不變(開始加工,與結(jié)束加工轉(zhuǎn)速必須降下來大概50%,否則刀具怎么受得了),3、進(jìn)給給的多大?4、鍍鋅后表面硬度多少? 建議:能上內(nèi)冷還是要上,刀片把錢就給節(jié)省回來了,效率還可以提升。. ^" k+ p0 t* i/ M! ~9 r 樓上又說用變速器,進(jìn)出轉(zhuǎn)速減半,若表面過硬打30%的轉(zhuǎn)速。要不刀具毀的讓人心疼。 進(jìn)給前面不要給的太快,14.5孔,Q235B的話0.1~0.15,看斷屑情況調(diào)一下。' A! |2 Y$ w9 I: K G8 | 最最重要的檢測(cè)下硬度,才能對(duì)癥下藥。 |
| U鉆都有內(nèi)冷的,你可以通壓縮空氣冷卻的 |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-7-19 18:10 , Processed in 0.087022 second(s), 25 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.