|
| 建議樓主給個解決后的回復,這是對每位復貼者的莫大回報。 |
| 用的刀具是否跟樣品一樣 刀具的選用很重要 然后在看加工參數 |
| 用的刀具是否跟樣品一樣 刀具的選用很重要 然后在看加工參數 |
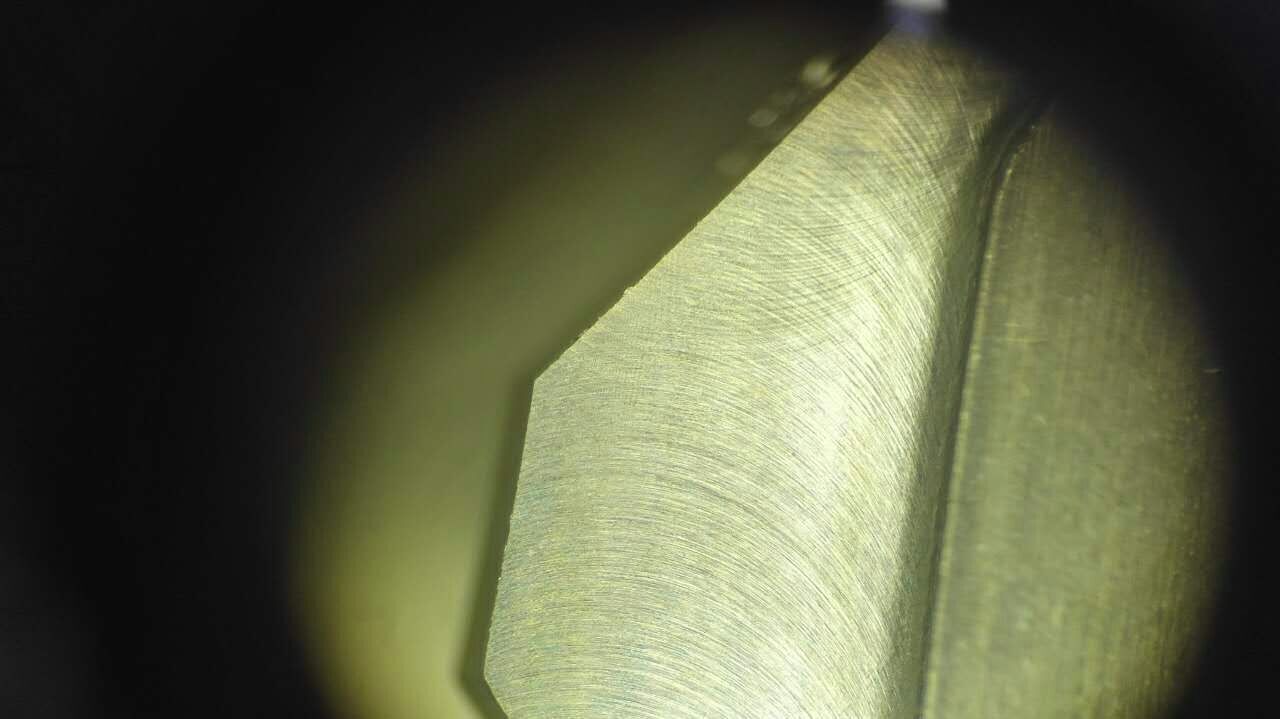
| 感覺海風79說的有道理。正常來說,如果刀具各切削刃長度很一致的話,加工出來應該是均勻的交叉網紋。你可以打一下刀具裝在主軸上低速轉動時的軸向竄動,如果大也有一定的影響。不過更多是進給太慢,刀具停留,重復切削留下的很淺的刀紋。你可以打一下平面粗糙度看看。 |
| 進給速度過快? |
| 進給速度過快? |
| 轉速太高,進給量太小可以換算沒轉的切削量,實質上是在擠壓而不是切削金屬,在普銑上用600轉精銑一刀表面很好,基本無刀紋進給;。 |
| 換大銑刀 |
機床牙齒 發表于 2015-9-24 10:41 正解,我也是這么想的。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 17:07 , Processed in 0.082705 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.