|
發(fā)布時間: 2014-8-21 21:14
正文摘要:最近一個零件的加工搞得我焦頭爛額 $ U6 L& N( @+ d主要是加工時零件太硬,加工中心刀具磨損太厲害了。9 K, z0 U. I4 Z% \2 H - }% D- a8 [& A) I- ]8 y% @& d零件材料:碳鋼IC4140,淬火加回火到HRC48-55, & f# D ... |
| 我們也做過55到58度工件真的是難搞,一塊板上面有幾百個孔,熱處理前余量留少了回來后加工不出來,當時也是到處找刀具。我記得好像用過山特維特6刃的,也是經(jīng)不起搞,后來沒辦法換材料了。 |
| 使用陶瓷刀片經(jīng)濟實用 |
|
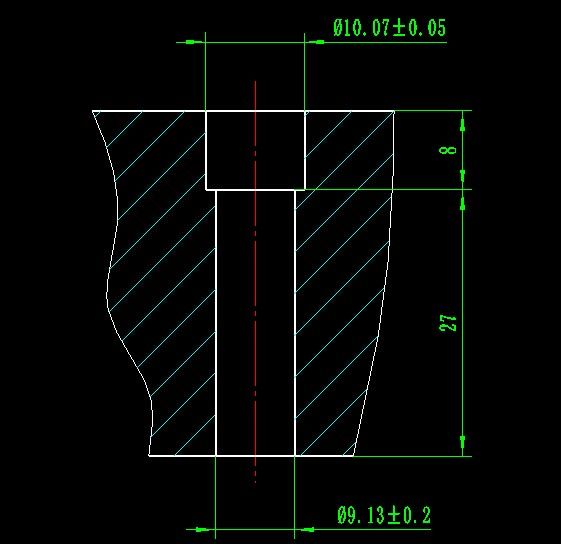
同意30樓兄弟的意見! 公差范圍這么寬,普通的高速鋼鉆頭就可以做到。但是硬度這么高鉆孔的話就算是硬質(zhì)合金的鉆頭磨損也會比較快,而是用硬質(zhì)合金鉆頭的話對機床以及刀柄夾頭甚至冷卻都會有比較高的要求。 所以我也覺得加工放在熱處理之前更合理,算上熱處理的變形尺寸的波動也應該會在公差范圍之內(nèi)。 如果一定要在熱后加工的話個人建議直接先10.1合金鉆頭,然后再9.1合金鉆頭鉆穿,這么高的硬度,線速度搞個20-30米(如果階梯孔要清根的話直接用銑刀銑沉頭)。 一點愚見! |
| 通過這個帖子,認識到一個現(xiàn)象:同一個問題(這個孔的加工方法)大家都會用自己最熟悉和擅長的方式去解決。擅長鉆頭的,擅長銑刀的,擅長鉸刀的,擅長鏜刀的,還有放電加工的。希望多一點這樣的帖子,讓我們多學點,有時候太專業(yè)了也不是好事。 |
| 學習啦 |
這要求用得著用鉸刀么?直接用9.0鉆頭鉆孔,再采用8.0鎢鋼銑刀全圓銑削,XY分兩三層鑼兩下就完事了。 |
| 進來學習了 |
| 我一聽用鉸刀去毛刺,我就沒法回答了,你們怎么還能說這么多話?鉸刀去毛刺對面來說就是千古奇聞! |
niufang2 發(fā)表于 2014-8-25 17:18 客戶對那個臺階要求不嚴格的2 C! {* k, S, ~1 i/ Q |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-7-21 01:59 , Processed in 0.086180 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.