|
發布時間: 2014-8-20 10:48
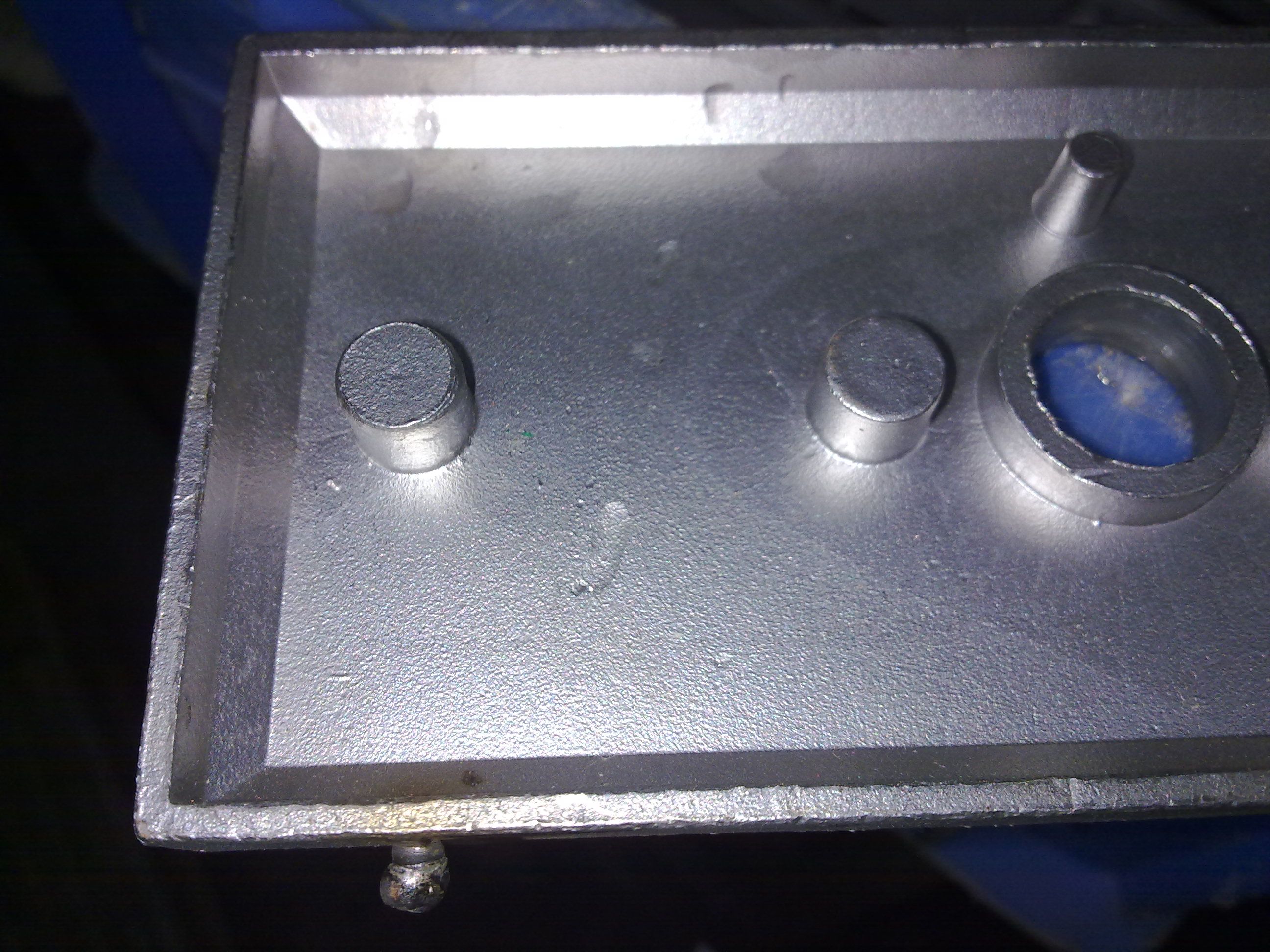
正文摘要:本帖最后由 興大官人 于 2014-8-20 10:50 編輯 * k3 T6 a7 e: b4 z3 p5 | & x# b% @/ }/ F$ ~$ ^現在有一批工件。年用量5000-10000,材質CF8。普通脫蠟鑄造。現在客戶要求背面的圓柱型位公差±0.005in。脫蠟鑄造達 ... |
| 你好!我是常州艾塔工具有限公司,最簡單經濟的方案是樓上所說套刀。至于套刀是什么樣子的,我有圖紙但不會上傳,呵呵,加我QQ:447395064 |
| 套銑刀,點方式加工,理解為車床方式運動就好了。 |
把刀用好 發表于 2014-8-20 12:06 套刀我沒有見過,不知有沒有圖片提供一下,謝謝 |
小李飛刀樂呵呵 發表于 2014-8-20 12:00 如果算上是加工公差確實很大。但是如果是脫蠟鑄出來這么長的東西公差是不可能達到的。 |
|
本帖最后由 niufang2 于 2014-8-20 14:15 編輯 公差有0.25了,失蠟澆鑄是達不到, |
| 產量既然有這么多,可以定做專用刀具(如上面小李飛刀)套鏜刀加工圓柱,或者直接多聯系一些刀具廠商,讓他們給出出注意,確保產品技術要求的同時,是否能夠高效。 |
| 邊上有干涉,做成套刀估計困難。找找有無更高精度的毛坯成型方法吧。 |
|
有一種叫套刀,水龍頭行業常用,效率最高' X9 E3 I# s0 I, V* H+ d$ B q 另外即使CNC走外圓也比反鏜快。' e5 D7 B: X) e7 E' x 按理這個精度換公制公差帶接近25條(絲),很大了。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-18 22:34 , Processed in 0.078022 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.