|
發(fā)布時(shí)間: 2014-8-5 23:20
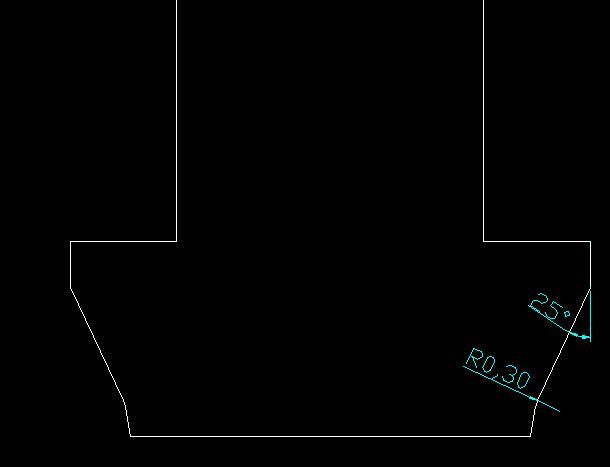
正文摘要:如下圖,1x25度的倒角和D18相交的尖角處倒圓角R0.3,該處實(shí)際切除材料厚度不到1絲,, F& X$ V* I: T5 R, n6 T- k! d- B 加工工藝:1,D18孔為精鉸出來(lái),,2,用T型倒角刀繞圓倒,1x25度的倒角,同時(shí)R0.34 G! J &n ... |
wangqing1 發(fā)表于 2014-8-10 22:42 謝謝,很有價(jià)值的回復(fù)。我已經(jīng)重新制定工藝了。5 J) `3 q2 {0 I4 E/ @& D; a |
toolart 發(fā)表于 2014-8-13 14:10 你說(shuō)的是對(duì)的 |
| 刀具重復(fù)精度加工,不夠同心。工藝要改 |
| 我很想知道18 H8 粗糙度0.8的孔用啥鉸刀可以較出來(lái)啊。。。。我也有類似的活,現(xiàn)在都是滾壓,效果不是太好~ |
健將 發(fā)表于 2014-8-6 07:43 內(nèi)孔精度應(yīng)該會(huì)受影響- G# G0 X& l; Z" V; V0 N |
| 就你這東東一丁點(diǎn)難度都沒有,鉆玩,T型刀,刀尖到個(gè)小角,從上往下螺旋銑0.05一刀,在鉸孔,一點(diǎn)問題都沒有,這還叫問題?你真沒干過扣手的活! |
| 刀具上的R角沒作好,可以考慮用慢走絲來(lái)作刀具R角。 |
| 特制做一個(gè)磨頭,中間方的或六角,在臺(tái)鉆上完成,下面做一個(gè)圓18的定位塊,旁邊做一個(gè)靠板,邊把工件放在定位塊上,把磨頭放在中間孔上,把臺(tái)鉆夾頭上裝一個(gè)頭部方的或六角的刀桿放下插進(jìn)磨頭中間,磨出R角。 |
fmdd 發(fā)表于 2014-8-6 07:44 好工具' V- U4 h f, a6 T; B Y, { |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-7-17 03:13 , Processed in 0.102841 second(s), 27 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.