|
| 用你家所有的刀都有問題而別人的都沒問題,而另外用你的也沒問題。。。。。你猜問題出在哪 |
|
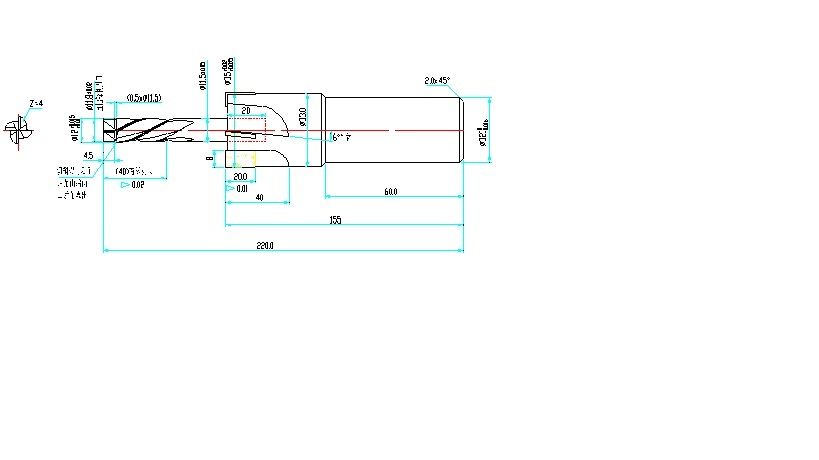
1、從圖上來看,你的導管孔刀子和座圈孔刀子不是一體的,會不會是連接出了問題。2、查看一下被加工零件加工前的余量以及加工前的底孔坐標和同軸度咋樣,是否滿足工藝要求。3、加工過程中應該是分進排氣的,是不是兩個動力頭都出現(xiàn)了震刀現(xiàn)象,看看動力頭本身存不存在劈叉現(xiàn)象。4、檢查一下零件加工過程中定位有沒有問題。! C q- S' y9 m7 D" E2 H3 I 希望對你能夠有所幫助! |
| 機床主軸沒問題,其他廠家用得也沒問題,考慮刀具本身沒質(zhì)量問題,每個客戶的加工方式不同,機床品牌不同,只可能是切削參數(shù)問題了, |
| 估計是锪35沉孔時起震,進給和轉(zhuǎn)速調(diào)整調(diào)整吧。 |
suntiefeng1970 發(fā)表于 2014-2-22 09:27 如果他不想用你的刀,只在參數(shù)上變變就得到目的了。這個參數(shù)操作者最清楚,同樣型號的機床也有不同,這個不同是由機床裝配后的綜合性能決定。 |
張益達 發(fā)表于 2014-2-21 19:29 出刀 |
| 那就找設(shè)備的原因,主軸軸向有間隙也會產(chǎn)生震刀。 |
樵薪 發(fā)表于 2014-2-21 17:34 單說刀具,這款刀是加工壓鑄鋁缸蓋,可以詳細說下刀具的參數(shù)嗎? 這款刀,有3家客戶在用,只有一家客戶震刀, |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-7-21 02:57 , Processed in 0.071745 second(s), 27 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.