|
發布時間: 2014-2-7 10:58
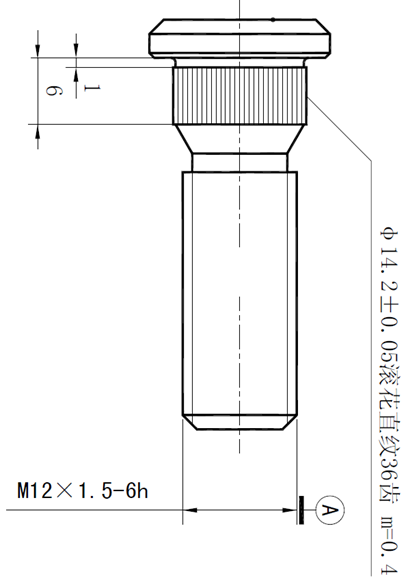
正文摘要:上圖為我公司生產使用的輪轂螺栓,技術要求:滲碳熱處理,表面硬度42~48HRC,芯部硬度33~38HRC,表面滲碳層深度0.1~0.3mm。配合孔與花鍵的過盈量在0.15~0.312mm。但壓裝后出現個別上螺母后在擰緊力矩 ... |
| 路過學習 |
kepple1115 發表于 2014-2-12 08:27 OK |
lao憨 發表于 2014-2-12 00:03 螺栓的壓入導向在它的對偶件上。昨天螺栓的廠家已經來說明了,說是這批次的產品他們熱處理沒控制到位,答應整批退貨了。經排查,對偶件的壓裝孔表面硬度偏高,幾乎與螺栓一個硬度了,導致螺栓花鍵滑齒打轉。后續需要對兩者共同控制了 |
本帖最后由 lao憨 于 2014-2-12 00:42 編輯 kepple1115 發表于 2014-2-11 08:20 報廢和增加工序都會提高成本,二弊相比取其輕。關鍵是增加磨削工序能否解決你的問題,要試了才知道。其實磨削并不困難,在小的工具磨上干磨就行,你的螺栓滾花檔的尺寸要求又不高。 另外,你的螺栓滾花檔好像沒有倒角作壓入時導向。 |
|
看到這層樓的感觸, 唉! 又是基本功不足導致的問題。 |
lao憨 發表于 2014-2-11 00:14 磨削工藝實現起來很困難的,畢竟螺栓的生產批量太大,一次出來就10多萬的,多一道這么繁瑣的工藝得多耽誤生產節拍,單價會上升很多的 |
treasure 發表于 2014-2-10 21:39 供應商叫晉吉,浙江嘉興的 公司網頁http://jinnwell.jdol.com.cn/Info.html。可以看看 |
kepple1115 發表于 2014-2-10 16:01 尖尖的齒尖強度較低,還沒切到肉里就失效了:因為過盈量的存在,笨的齒頂也會切到肉里去。你試了就明白啦。 |
kepple1115 發表于 2014-2-10 10:14 告訴我一下他們公司的信息看,我也正想擴展一下供應商。 外我個人覺得一方面是螺栓熱處理需要加強,另外滾花速度好像不夠,你再琢磨一下。我們用的M16的滾花螺栓深度好像有點淺,查一下滾花標準。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-30 18:49 , Processed in 0.076305 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.