|
發布時間: 2013-12-16 10:37
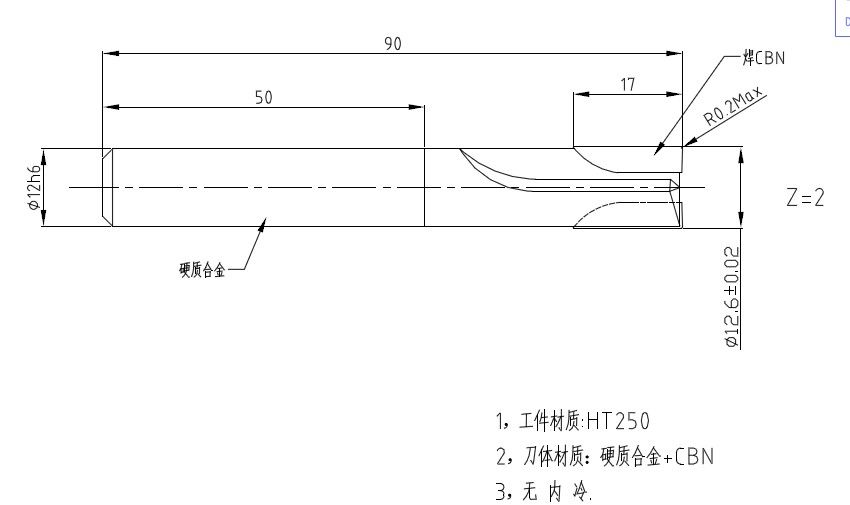
正文摘要:機床:南通鉅盛360 0 Q) d( V ]9 i9 b# v" ]( n第4軸:譚興210% t, Y/ T# D, W6 q+ h' }: [ 材料:HT250 C%:3.2%~3.4%,HB:200~250; C) h" G+ F/ A5 {& ? 夾持:液 ... |
|
你手上的CBN銑刀端跳如何? 端跳0.01以下的可以用這個參數:" A Q" A" @% u 轉速:6000n# y7 D/ b& S; z* ~+ ] 切深:0.3mm 進給:720mm/min |
冷月梧桐 發表于 2013-12-16 12:19 
( q7 a/ L- ]7 q; q6 U* `# |3 }! h! x 以前買刀時經銷商發給我的,就這2張& _/ K( u. P: d4 t7 p" c |
| 底面余量留0.2~0.3左右吧,轉速開個5000也差不多了,再高設備抗不住。關鍵是你的刀柄要好,安裝后刃口跳動超過0.02的刀柄建議不要用了。進給的話你不能參考樓上的圖,那是刀片式的,而且刀片的R角都比你的大,建議每齒進給0.03~0.05左右。 |
| 精加工底面余量留0.2-0.3 |
大灰 發表于 2013-12-16 11:55 跪求你的這份資料,可愿共享 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-21 01:53 , Processed in 0.074372 second(s), 27 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.