|
發(fā)布時間: 2013-9-30 10:23
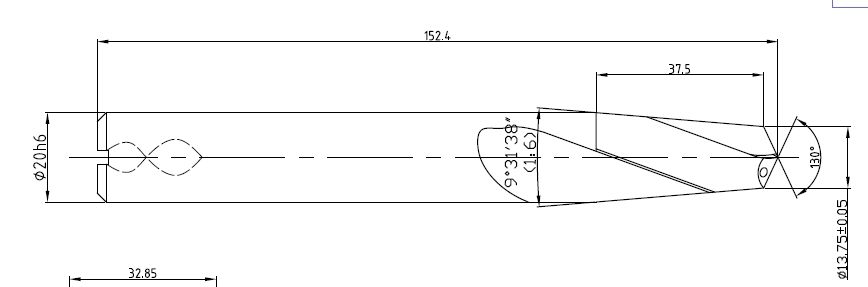
正文摘要:本帖最后由 王_Ken 于 2013-9-30 11:20 編輯 3 \6 f1 l. x' E9 P/ V ( x/ J1 ~; J1 z, n有誰用過錐度鉆頭,無預(yù)鑄孔,錐度鉆頭打的動么,加工鋁合金。 0 [5 r+ E' x9 }4 J6 H刀具如附件所示5 m c- }3 c ... |
| 我用過直徑40到60的,買鉆頭自己用工具磨磨好,關(guān)鍵鉆尖要磨好,鉆鑄鐵還可以不知鉆鋁合金怎樣。 |
刀切面 發(fā)表于 2013-11-15 23:08 謝謝你的回復(fù)。當(dāng)然了我說的做刃帶只是保證錐度的精度,刃帶的大小肯定不會按正常的鉆頭來走的這點我了解。刃帶寬度會小,并且肯定是要有內(nèi)冷的,切削溫度肯定會比純銑刀的切削刃會高。還是取舍問題吧,其實刀具沒有固定的模式。(當(dāng)然銑刀也有留最小刃帶的情況 呵呵). s- o; a7 p0 t3 l( I |
|
本帖最后由 刀切面 于 2013-11-15 23:12 編輯 & n5 Z4 [- W# |8 O9 a 記得 刀具的重缺陷里邊有一項是 鉆頭外徑?jīng)]有錐度,記不太清了! 我沒看見加工鋁合金行不行,加工普通鋼件20左右的孔夠嗆。整條韌帶都與孔接觸,軸向力 徑向力 都增加好多, 溫度超高,{鉆孔的時候我沒在旁邊,不知道加沒加冷卻液},這點可以從變了色的刀體看出來,合金都是 五彩的了。。。。。我們以前試著做過,左邊的孔是正常的鉆頭 鉆的。 右邊的孔壁顏色都變了。 ) Y& E( K- A8 u! q/ V* R: b2 J 鋁合金的話是不是 可以用錐度銑刀去加工這個孔,2個齒的。畢竟是鋁合金的, 關(guān)鍵是側(cè)刃的處理,變成亮線{0.05左右}。鉆頭刃帶太寬了。樓主自由發(fā)揮吧。哈哈! |
正錐度 鉆頭鉆孔01.jpg (23.99 KB, 下載次數(shù): 0)

正錐度 鉆頭鉆頭.jpg (26.72 KB, 下載次數(shù): 0)
| 沒用過 |
|
本帖最后由 小一克sheng 于 2013-9-30 19:12 編輯 # {; G! \- J2 y3 r+ x/ W 8 o8 j. w! N6 h4 i W/ S; T; l 我以前用過錐度鉆頭打1:50的銷釘孔(45號鋼)那時侯市場上根本就沒有錐度鉆,只好自己磨,先用標(biāo)準(zhǔn)鉆頭打出最小孔,再用錐度鉆頭擴出錐孔,效果和效率還可以。這種錐度鉆應(yīng)用領(lǐng)域非常的不廣。 |
tsar1987 發(fā)表于 2013-9-30 14:17 側(cè)刃不是切削是擠削了,所以比較擔(dān)心磨損情況。但是加工鋁件應(yīng)該還好點,所以有誰用過,知道壽命怎么樣最好。 |
| 扭矩比較大吧,深了就像銑刀一樣側(cè)刃切削了 |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-7-23 06:08 , Processed in 0.078108 second(s), 31 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.