|
發布時間: 2013-6-12 22:55
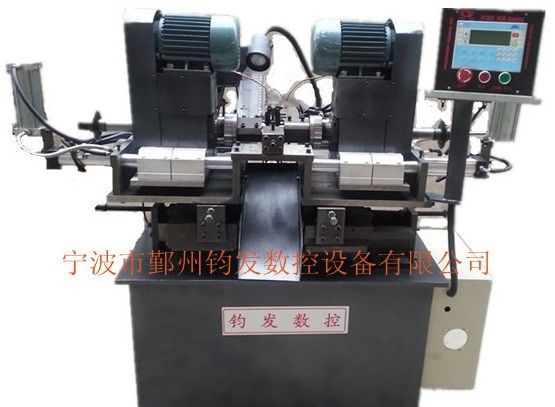
正文摘要:廠里新購置一臺自動送料平頭,樣子參看圖片 ! j3 A1 [ N8 H" B( @1 ~0 i. @ 3 l; a" Q) ` e- a 具體思路,是一個鉆頭,配兩個可轉位銑刀粒。 1 q3 j- ~2 H7 k; a. b, H& l : Z" ... |
| 請問樓主 看見四周有孔 那是做什么用的啊 |
| 精雕機做的,穿孔用線切割,斜著放 |
| 看這個樣子是用5軸加工的嗎? |
yg196733456 發表于 2013-6-14 11:51 大哥有類似經驗給點建議啊,一旦做出來不能用就溴大了 刀槽用加工中心做的,定位現在看來沒什么問題,刀體空隙是2.5左右,平頭量0.5-0.7之間。 用手磨刀做實驗出來的都是碎屑,排屑考慮不夠周詳5 Y% I$ D) I- X$ y' P1 O : ^+ J" j% H% {# D # Z$ j( b0 I- b( s |
|
看圖你好像用的是三角刀片,用三角刀片你考慮到怎么加工刀位槽沒?如果用精雕機是可以,不過定位面做出來接觸面積是個問題。 還有個問題就是狙擊手說的排屑,你說余量不大,但需要考慮下料毛坯的長短會導致余量不均勻。余量一大鐵屑排不出來,這刀就悲劇了。 |
狙擊手 發表于 2013-6-13 20:18 沒辦法,安裝的太緊湊了。還好平頭余量不多,且自帶高壓氣槍" v V! c4 p0 C D0 r |
| 不錯,就是排屑貌似沒怎么考慮。 |
楓橋 發表于 2013-6-13 11:30 加工棒料,本來這機型是倒角的 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-26 20:31 , Processed in 0.079304 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.