|
發(fā)布時間: 2012-10-22 15:13
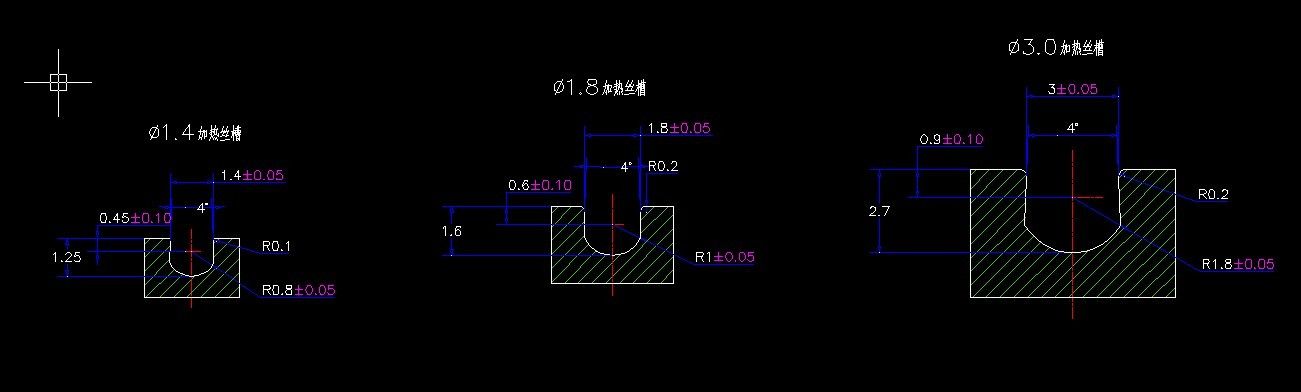
正文摘要:如圖,客戶想做一把成型刀,包括開口R0.2的倒角,有沒有好的方法來保證啊?0 |( c! l0 {& ^7 ` ) Y7 [0 C" Y! ^# \- p* g! j |
|
尺寸很小,做非標也是整體銑刀再磨出來?刀具的強度也很差,不劃算啊。+ j4 z% J- [1 N+ G4 L. {: X 槽還是下大上小,那一定是通槽咯?? 還是考慮線切割之類的方式吧,個人感覺用切削加工的方法不太合適。 |
孤酒 發(fā)表于 2012-10-22 16:59 家里的數(shù)控設(shè)備不能做,畢竟頭部太小了,尺寸很難把握的。 |
|
直徑不大,請樓主說明被加工的材料,加工的設(shè)備, 精度要求一般,應(yīng)該粗精兩刀能搞掂,就做成產(chǎn)品加工 成形刀就可以了, |
| 只有一個視圖,不知道槽的長度啊;如果槽的長度很短,那就比較簡單了,設(shè)計非標成型刀即可。 |
|
非標刀,鉆孔,加內(nèi)圓弧倒刀,樓主做刀具的,還要問別人?呵呵 見過這種鉆頭,類似中心鉆,主要是刀的形狀最后要磨出來。 |
| 參與人數(shù) 1 | 威望 +3 | 收起 理由 |
|---|---|---|
|
| + 3 |
| 慢走絲. |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-7-29 16:07 , Processed in 0.074354 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.