|
發(fā)布時間: 2012-9-14 11:26
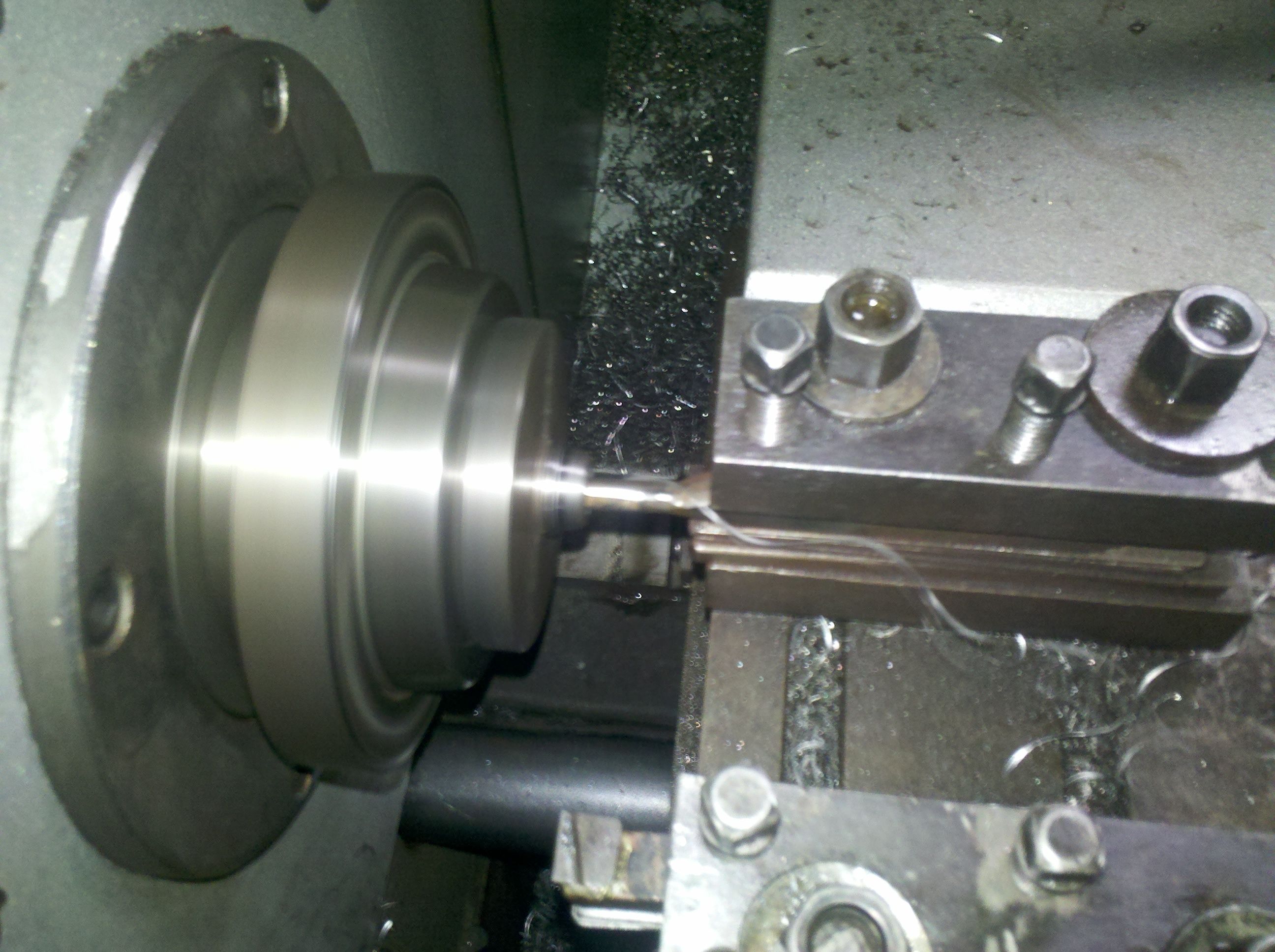
正文摘要:本人干數(shù)控車工有四五年了,以前多加工黃銅,所以生產鐵件磨刀水平很低,想向各大蝦學習手摸刀具,前段時間向一位外號老愛的師傅學到了一把內孔刀,這把內孔刀特點是前角很大有40度左右,鐵屑向尾座方向排出排出鐵屑 ... |
| 還有更重要的一點是上面這些刀的刀尖因為鉆床打的孔太偏打掉了一點,所以第二張圖刀尖看起來很斜, |
| 我第一次看到這幾把刀得時候和樓上一個想法,覺得這刀能用嗎,后來看到實際加工效果我震驚了,當時是12的內孔長35,因為在鉆床打孔孔偏心0,5左右要求鏜通,實際加工效果很好,可以用一天,轉速1500走刀f200,單邊吃刀1,5后來,仔細研究發(fā)現(xiàn)原來老師傅的刀尖倒角也不可思議,是2度到-2度,安裝中心高也高1個多,顛覆了傳統(tǒng),老師傅做了6年數(shù)控車,差不多一年換一種產品,而且只鏜內孔,他告訴我這把刀適合深孔,研究一下這把刀合情合理,,前角很大切屑不吃力,越往刀尖另一側前角越小槽越淺,如果吃刀量少可以不必開的很大很深, |
| 如果說的不對,您盡管拍磚 |
| 發(fā)表一下個人觀點,(如果說的不對,您盡管拍磚)我發(fā)現(xiàn)你有以下幾個毛病:1你這刀磨的太尖,;2您這刀的后角角度太大,3看照片上你的刀尖好像往上翹了.....這樣刀如果是在一些小型的普通車床上可能用的長一些,但在數(shù)控上用可能會在切削過程中一旦進刀量大就很容易崩刀,還有這樣的刀磨損的很快! |
| 長得好奇怪,哈哈,為樓主這種用于創(chuàng)新的精神贊一個{:soso_e179:},話說回來,感覺前刀面設計的很有意思 |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-29 18:21 , Processed in 0.086529 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.