|
發布時間: 2012-9-11 15:46
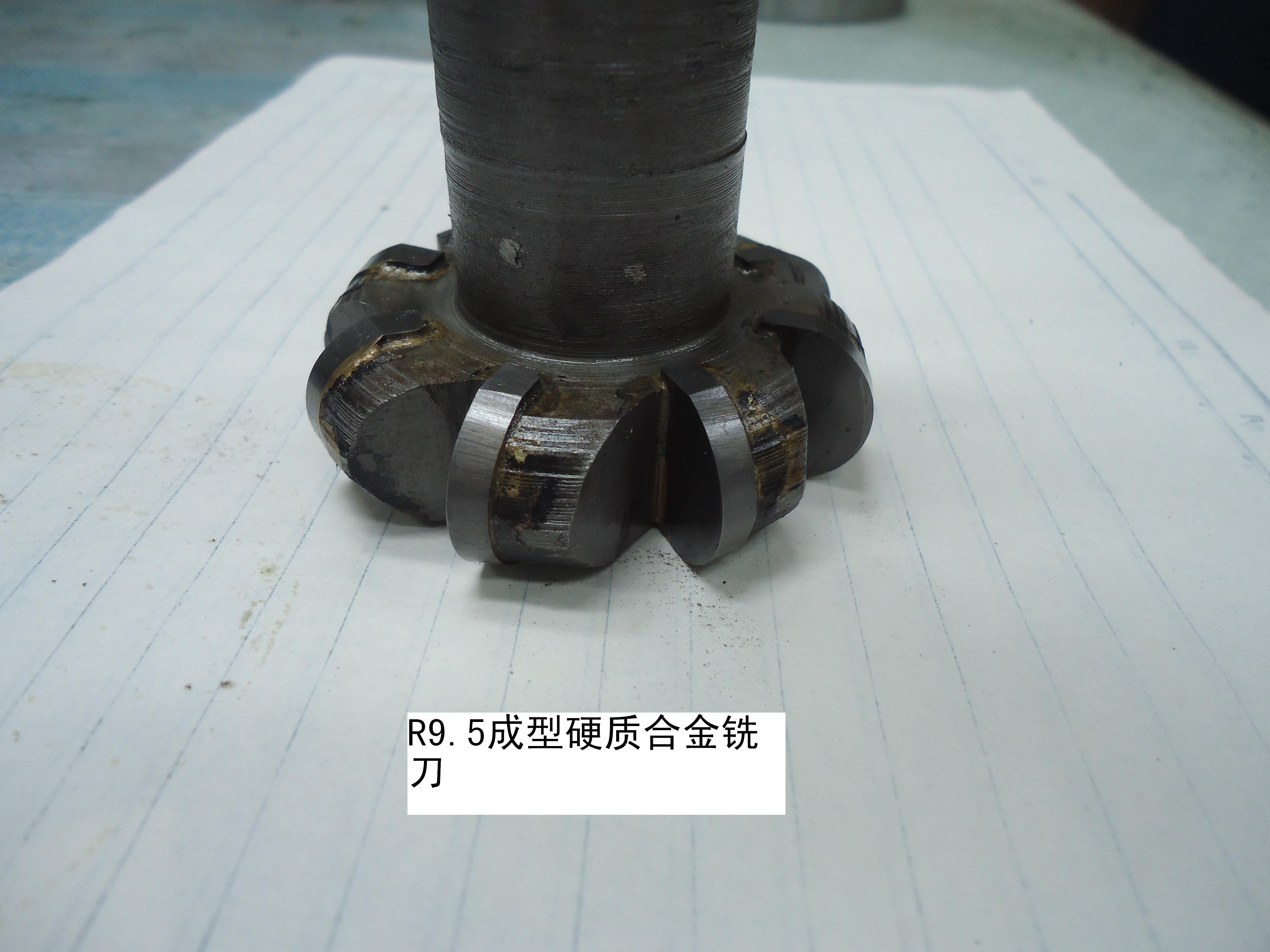
正文摘要:C0 V; x9 G! z6 W 這是第一種方法,用R9.5的盤狀(定做的)刀片式硬質合金的,在立式加工中心上銑出來,銑的過程中,同樣地刀,一粗一精,最后位置有時間停留,銑出來的效果有撕裂的痕跡,粗糙度滿足6 ... |
鄉下男孩 發表于 2012-9-12 21:54 兄臺還是沒明白我的意思,呵呵,我的意思是把刀具就做成那樣的,粗精都是能用的,呵呵,那樣切削阻力小,效率高啊 |
仲慶泰 發表于 2012-9-13 08:12 有撕裂的痕跡說明你目前的刀具不夠鋒利,在這種情況下有兩種方法去解決:1:精加工余量大一點,2:刀具前角加大。 |
| 看情況還是得用你的刀具。精加工一樣要用粗加工的刀,把精刀磨好點就行了 |
| 你把第一種刀具做成錯齒的以及做成跟玉米銑一樣的那種,再帶一定的螺旋升角。肯定沒你那種情況的 |
| 圖紙缺尺寸,如果懸伸不長的話,可以用內徑槽刀車出來。 |
| 學習一下,等待公布最終有效方案 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-29 18:42 , Processed in 0.083820 second(s), 25 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.