|
發布時間: 2012-6-28 20:17
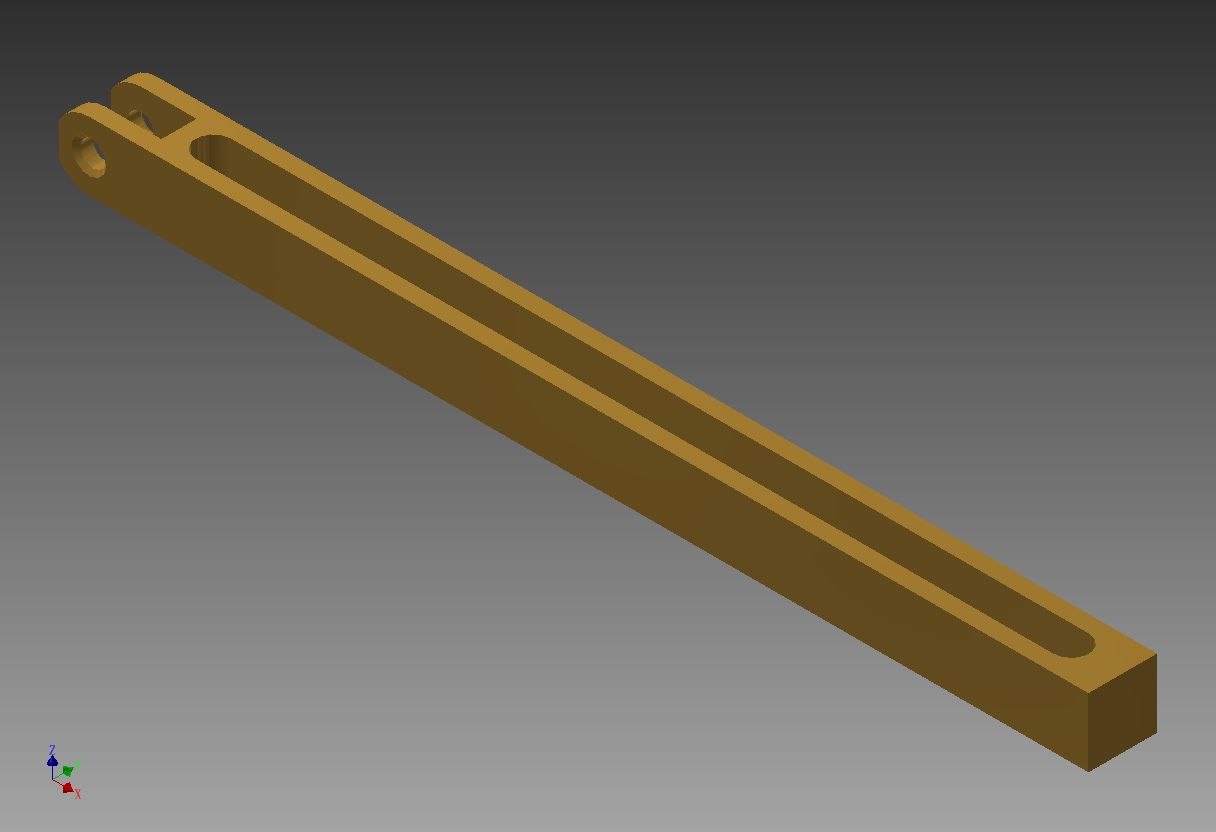
正文摘要:我有一工件為8X8見方,在其一面洗寬度為4MM的長槽, 用普通4X6銑刀洗加工時,老是斷刀, (轉速為1860,開自動走刀,走刀也很慢的). 后來改用SIS鎢合金銑刀 ... |
| 6柄的才幾十塊一把刀 不過你那走刀也太多了吧 減半 |
| 我開始就是用的6MM柄的普通銑刀,然后換加硬的, 最后才換4MM柄的鎢鋼刀,要是有6MM柄的鎢鋼刀就好了,不過估計不便宜 |
| 用6mm柄的合金刀會好點,不過8mm的吃刀量也太大了 |
| 吃刀量太深。4mm銑刀你想一刀干完,不行的。轉速和進給你用銑削定律算一算。就明白了。 |
idwest 發表于 2012-6-29 14:12 斷刀桿, |
|
轉速提高,每次走刀量小點 4mm就差不多了,,8 mm太深吃刀量太大再加上你車床有點發震的話 很容易打刀的 還有你現在用的什么材質的刀具加工的," W& F7 q+ h( c2 Q' b# ?* k" c. q! }$ B( d 是刀刃打了還是刀桿斷了呢 |
| 縮短刀具懸深,提高轉速。 |
| 恩,增強了銑刀的強度。 |
| 吃刀量太大了,8mm木頭也不可以這樣干的。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-30 13:29 , Processed in 0.083816 second(s), 23 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.