|
發(fā)布時(shí)間: 2012-6-4 16:16
正文摘要:最近需要設(shè)計(jì)一套刀具,加工柴油機(jī)缸孔的,尺寸:上缸孔158,下缸孔155,要求設(shè)計(jì)粗半精加工共用一根鏜桿,誰(shuí)能幫忙設(shè)計(jì)一下結(jié)構(gòu)?另誰(shuí)有A型刀夾的結(jié)構(gòu)圖?各大高手都別藏著了,求高手指點(diǎn)一二,出來(lái)幫幫忙吧!8 `& ... |
| 不懂不懂 |
| 我看你不是做刀具的,是柴油機(jī)公司的新手。是某個(gè)公司開(kāi)發(fā)的重柴分廠的吧?刀具設(shè)計(jì)不用你自己設(shè)計(jì),你找?guī)讉€(gè)公司招個(gè)標(biāo),里面的資料說(shuō)的很詳細(xì),也夠你學(xué)習(xí)的。鏜鋼孔我建議你還是別在國(guó)內(nèi)做。 |
| 找找 你們當(dāng)?shù)刭u刀具的經(jīng)銷商,,好多家的樣本上就有小刀夾的具體尺寸資料 |
|
非標(biāo)刀具設(shè)計(jì)制造 。我來(lái)QQ460030198 |
| 完全不是問(wèn)題的,刀柄做下減重處理就好,以前我們做這種做得多。 |
機(jī)床牙齒 發(fā)表于 2012-6-15 12:40 多謝了,慢慢考慮!請(qǐng)問(wèn)加工中心用這種復(fù)合鏜刀,BT50的刀柄,主軸能不能抓緊啊? |
|
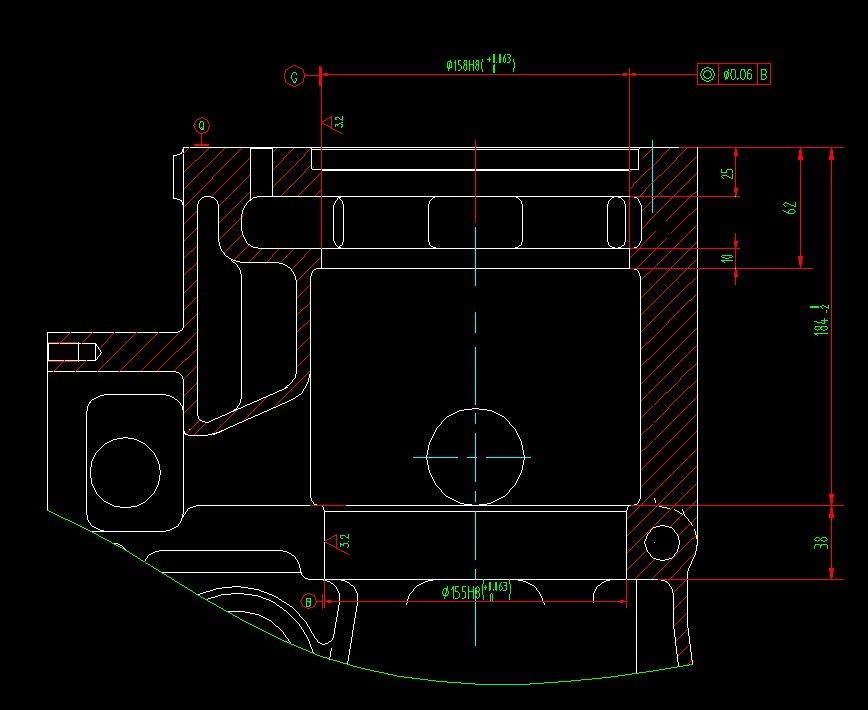
缸體缸孔加工一般在專機(jī)上加工,也可在加工中心上加工,工藝過(guò)程:粗鏜缸孔——半精鏜缸孔——精鏜缸孔。 粗鏜缸孔可用焊接鏜刀,一般為5刃或7刃,也可以用機(jī)夾多刃鏜刀,如山特AUTO缸孔鏜銑刀;半精鏜缸孔采用刀夾;精鏜缸孔可以采用刀夾,也可以采用微調(diào)鏜刀,如山特的精鏜單元。 如果為了減少加工設(shè)備提高加工效率,可以粗鏜和半精鏜、半精鏜精鏜復(fù)合到一起。下面草圖供你參考。 
A型刀夾國(guó)家標(biāo)準(zhǔn)為GB/T14661-93,也可以參照相應(yīng)工具廠家的產(chǎn)品樣本。; o5 i ?/ M6 M. j' u/ a" } 下面的圖是以前做的一個(gè)鏜缸孔的方案,與你的結(jié)構(gòu)相似不知是否能幫助你。這種刀具最好找專業(yè)工具廠家設(shè)計(jì)制作,你如果沒(méi)搞過(guò)還是比較困難的。) ?4 x% m2 a! C4 O) J
|
| 如果是專機(jī)多根鏜桿同時(shí)加工,上面的止口就需要同時(shí)調(diào)整徑向和軸向尺寸,以保證每根鏜桿的止口刀具軸向高度一致。下面的直通孔只需要調(diào)整徑向尺寸就可以了。如果是加工中心的鏜桿,僅有一把鏜桿,那么只需要調(diào)整徑向尺寸就可以了,軸向尺寸通過(guò)程序來(lái)調(diào)整 |
| 參與人數(shù) 1 | 威望 +5 | 收起 理由 |
|---|---|---|
|
| + 5 | 問(wèn)題描述清楚,顯得很專業(yè)! |
養(yǎng)豬東籬下 發(fā)表于 2012-6-6 20:14 3Q |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-7-30 04:54 , Processed in 0.068449 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.