|
發布時間: 2012-5-12 16:55
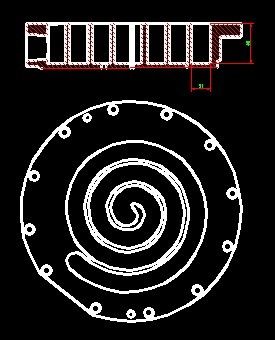
正文摘要:上星期,一非標刀具供應商給我看了一下他們為我司設計16直徑精加工用的整體硬質合金立銑刀。我發現銑刀的端部有一橫刃,以我對刀具的理解,橫刃是在粗加工時切削刀具中心材料防止頂刀而 ... |
| 學習 |
| 我們用的直徑12的8個齒的銑刀 是沒有橫刃的 加工端面時留3絲余量 |
| 根據你說的,D16的話,建議做成3刃的(考慮排屑),既然是精加工,就是余量很少,但是并不是沒有,所以個人認為還是需要底刃過中心的,做個中凹30’左右,當然,如果底平面不要加工或不重要的,可以不用過中心。。。 |
| 樓主一般立銑刀設計橫刃是用在銑沉孔底面有要求的時候用,是有這樣的設計,不知道樓主的刀具是不是用來加工沉孔底面的? |
| 樓主是做渦旋壓縮機的,我也在這樣的壓縮機公司呆過,我同意樓主的意見,基本上精加工余量很小,不到十絲,可以不用樓主所說的橫刃,就算是端銑刀也不用,橫刃只是起加強刀具強度的作用,還有一點是插銑時需要用到,其它情況下都可以不用。 |
|
由于銑削加工是側面和底面在你使用過程應該都要用到吧,如果不開端刃,端面和底面擠壓,刀具不耐用,工件表面粗糙度不夠。 愚見 |
lu_liqiang06 發表于 2012-5-13 08:59 跟lu_liqiang06 大俠討論兩個問題3 @% p0 g$ G. X 1.我們精加工時只用16的精刀沿側壁走一圈,沒有用分三刀走,不知道是否合理?7 E" f c6 A. ?3 R# L- h, s5 ?6 v% n 2.如果按大俠的設計------端面做個小平面,沒有小月牙,會不會使刀刃的前角減少,從而使底面的粗度度惡化? 3.我認同大俠不加不月牙增加刀具耐用性的觀點,這用在粗加工刀具上是很合適的,用在精加工刀具上還要與前角取得一個平衡才行。 |
| 看了以上大俠的觀點,我自己也有一想法請教一下各位:如果是為擠壓修光的話,可以通過設計刀刃的后角面的形狀來形成擠壓面,沒有必要設計橫刃來作擠壓修光,以免影響刀的容屑能力。我不知道后角修光與橫刃修光那一個合理一點,請各位指教? |
| 加工我就懂,,, |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-28 12:49 , Processed in 0.078305 second(s), 25 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.