|
發布時間: 2011-12-18 14:21
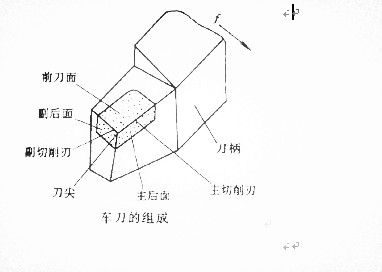
正文摘要:我磨出來的車刀車出來的工件表面粗糙度一點也不好,那位前輩能教教我怎樣磨,是硬質合金車刀,我磨出來的車刀粗車還行一次進6 7個都不纏工件就是表面粗糙度不行我在網上找到一張圖懇請各位前輩幫我在圖上標注一下該 ... |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-31 08:45 , Processed in 0.071677 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.
