|
發(fā)布時(shí)間: 2011-9-10 23:26
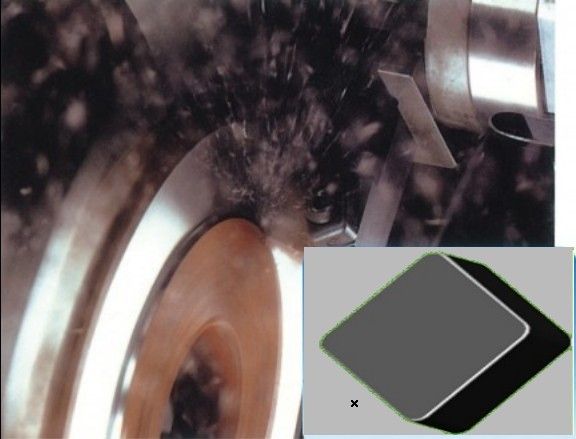
正文摘要:5 b [3 q. L( ]9 I( y" p/ o- L整體式CBN刀具粗加工灰鑄鐵現(xiàn)場(chǎng) , L \2 M9 d9 e% f0 `. u- h8 Q" l+ v3 ? 1 X1 ^0 G6 V4 x3 j% ?8 V遇到夾砂,白口不崩刃!吃刀深度為2-3.5mm(根據(jù)實(shí)際加 ... |
| 請(qǐng)教高手,CBN能否車斷續(xù)嚴(yán)重的硅鉻鉬鑄鐵? |
| 小哥的刀片很牛X了!{:soso_e142:} |
| 正好有一批淬火后的鋼件,硬度極高HRC58-64,孔直徑8毫米,光潔度0.8,現(xiàn)在用磨床在加工,想以車代磨,如何解決?給個(gè)方案我的郵箱hy839007@sina.com |
本帖最后由 楊帥 于 2012-4-15 19:13 編輯 jstx626 發(fā)表于 2012-4-15 17:08 可參考:加工高硬度堆焊層和補(bǔ)焊工件的車刀刀具 |
楊帥 發(fā)表于 2011-9-22 10:36 補(bǔ)焊過的鑄件焊縫較硬,有專門加工這類的刀具? |
|
本帖最后由 楊帥 于 2011-9-22 10:39 編輯 . D. t( ?( ]! d' U . w# K6 j: k" c* @9 P 鑄件難加工情況分析( 摘自華菱超硬網(wǎng)站www.hlcbn.com)3 l( m2 z7 {) u9 D 1,某些工件單件加工時(shí)間長(zhǎng),刀具走不到頭就已經(jīng)磨損導(dǎo)致工件返工。* U2 n: w3 `2 I- o( V6 R 2,鑄件夾砂,氣孔,白口等原因造成刀具經(jīng)常崩刃,甚至出現(xiàn)“扎刀!工件表面形成嚴(yán)重接刀痕甚至造成報(bào)廢。 3,補(bǔ)焊過的毛坯件如鑄鐵、鑄鋼之類,焊縫部位硬度高,刀具經(jīng)過焊接點(diǎn)時(shí)損害嚴(yán)重。 5,本身硬度較高,如高鉻鑄鐵,冷硬鑄鐵,高錳鋼等$ P* X* y3 _8 P' G9 k" {/ v |
| 同求資料~謝謝..starfamily2007@126.com |
楊帥 發(fā)表于 2011-9-12 18:21 沒收到啊,是不是被過濾了。發(fā)到我的QQ信箱吧,136200076@qq.com,謝謝! |
Archiver|手機(jī)版|小黑屋|機(jī)械社區(qū) ( 京ICP備10217105號(hào)-1,京ICP證050210號(hào),浙公網(wǎng)安備33038202004372號(hào) )
GMT+8, 2025-8-2 00:15 , Processed in 0.075050 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.