|
發布時間: 2011-9-9 18:49
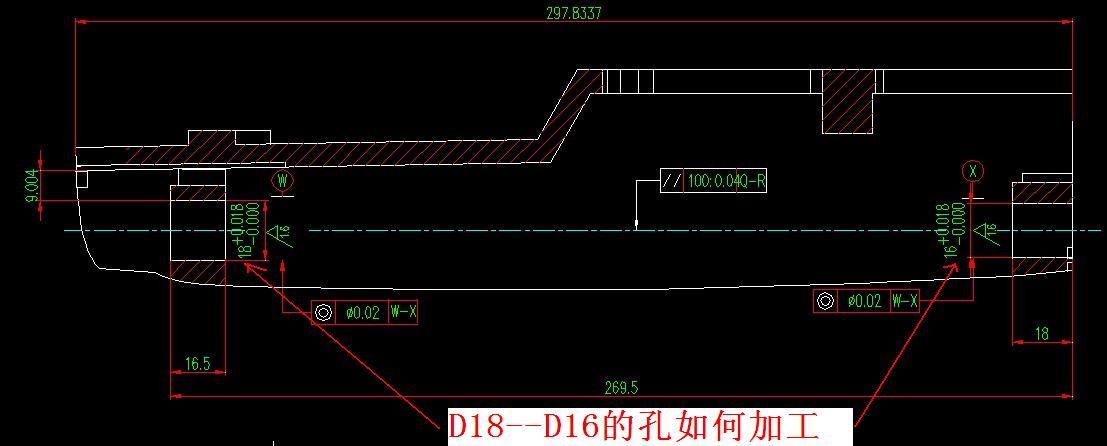
正文摘要:本帖最后由 cwenm 于 2011-9-9 18:53 編輯 4 N7 A( J G0 u - \# T+ D! ^) d9 N3 q材料是鑄鐵 ,日本牧野 臥式加工中心,有內冷 孔的尺寸見圖片說明$ c& m" |3 k8 a: ]' B+ _( `, d) { - g4 V ... |
|
1.設備:makino臥加有回轉中心這一說,所以說加工精度不是問題2 a3 Q( e" y6 {% B, b- i 2.刀具:整體合金鉆---絞可以直接解決問題,無需鏜孔。性價比極高。 |
| 同意3樓的想法!另外兩頭加工只存在定位問題,不存在加工公差問題! |
|
牧野的機床在日本設備里算是高的,你們選的什么型號? 牧野的B軸直驅B軸,可以直接調頭鏜,精度完全沒問題。 g" D# c/ d) Z8 A 如果非要一邊加工的話,可以半精加工右側孔,粗加工左側孔。從右側用雙導條的導條刀,鏜削一次,修正同軸度,再鉸/鏜/滾光都可以。不過這刀非常非常貴。, Q2 B8 q2 K! i# E$ H& G8 g 說實話你這個工件我到現在還沒看明白,是上面一個板,下面兩個孔,中間是空的?是鑄件不是?整個結構剛性很低啊!熱變形都要超過2絲了啊? 如果想要便宜的方案,就告訴我細一點兒,什么材質,什么零件,整體是個什么樣兒,否則沒法給你講。現在的娃,都想啥也不說人家就什么都能給你解決,想得美。" K/ ~7 W5 `9 o6 ^! l5 _ |
| 采用對頭鏜的工藝方法,用雙面鏜床 |
| 這精度 旋轉加工 很難保證長期效果。 |
| 牧野的臥加?應該精度都不錯的,不知你的是什么型號。你機器本身工作臺能180°回轉嗎?如果可以的話,建議試一下5樓說的,兩端鏜。用鉸刀,感覺成本是不是有點高啊?特別是那種一個方向一次性加工到位的方案,鉸刀得多長啊? |
| 難度較大,大家幫看看! |
| 用整體復合鉸刀可以; |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-26 10:17 , Processed in 0.077090 second(s), 26 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.