|
發布時間: 2011-6-18 18:54
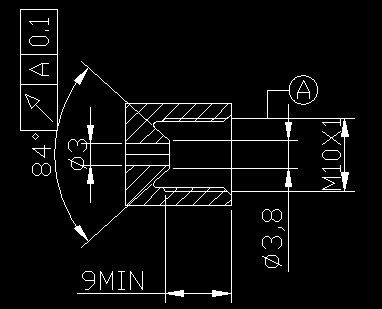
正文摘要:我廠做下圖的產品,要車內孔和底錐度,要保證螺紋跟錐度不能超過10絲跳動。 . [5 W# _) d6 s4 v9 x! ~ 7 q' {$ s- J* `! Z% ]現在我用絲攻攻產品的時候,絲攻很容易壞,做不幾十個,有時通為過,有時磨一下又止不住 ... |
| 這個件我手里有圖紙 正在幫客戶設計非標刀具 螺紋孔斷絲攻主要是絲攻和主軸中心不在一條軸線上 |
|
該工件 用絲錐加工是可以。我分析絲錐折斷的原因, @! Q! Q2 X& w. M 絲錐和機床主軸的中心高,同軸度不夠。 看了你絲錐的裝夾方法,你是在目測找正,不行。應該用機床自身精度找出絲錐和機床主軸的同軸度。 方法 在主軸裝上鉆頭或其他刀具后,在刀臺加工一孔位,再把鉆卡頭裝上,同軸度基本保證。 僅供參考 |
| 我覺得內扣用刀挑出來比較好,是鋼件嗎 |
| M10X1你既然是經濟數控車,為什么不用車呢!而用數控車最不擅長的攻絲,無語,這個螺紋用黑皮的白鋼刀,車呀,不行你就車二刀,再攻絲,,攻絲是數控車最不擅長的,注意呀! |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-4 11:50 , Processed in 0.086372 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.