|
發布時間: 2010-4-17 09:44
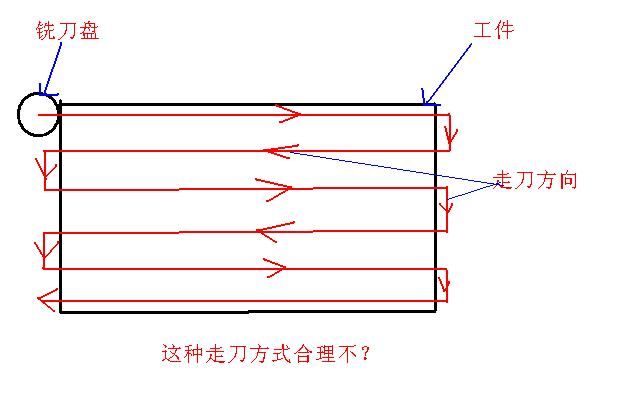
正文摘要:銑刀盤粗/精平面,那種走到方式比較合理? 下面圖示,你會選擇那種方式加工?(粗加工和精加工) $ _5 Y+ C2 I/ t i : G1 }3 g3 `% K0 {2 @8 M一種是平行加工方式,順逆銑混用.7 i0 }8 r B ... |
單向走刀在高精度的工件上,在高速線性機床上還是很容易實現的。浪費的時間不多。這應該也是以后的發展趨勢吧。* I5 k$ Z4 ^3 r3 Y& o, ]- E$ z C- r; H& `9 K9 [0 }( u 10米的龍門,想快速提刀也不是那么容易的,快速提刀也是快不了的 |
| 我覺得采用第一種切割方式比較好一些,就這兩種方法而言 |
| 單向走刀在高精度的工件上,在高速線性機床上還是很容易實現的。浪費的時間不多。這應該也是以后的發展趨勢吧。 |
對刀具,對機床消耗最小的方式是順銑,在加上環繞,在拐角處用圓弧過渡,才是最好的。。。 ( v$ W' [5 G/ R3 I0 t& Y i 但是看外面工廠加工用環繞的比較少啊 |
| 視情況而定,如果是平整的平面就用第一種方法,如果有很多島嶼或凹槽,就用第二種方法 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-24 15:56 , Processed in 0.068857 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.