|
發布時間: 2009-12-19 13:29
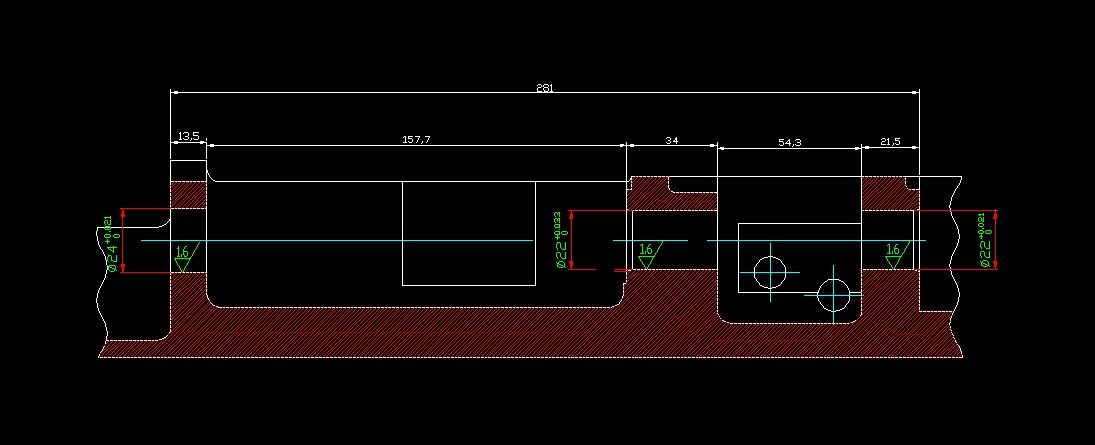
正文摘要:HT250 臥式加工中心 有內冷,先不用考慮夾具干涉" _. A& b! S4 w1 B# I( I 0 P+ f; w- X6 I- n+ m% r I4 g. s8 [* MD24-D22-D22 這三個孔 要求 圓度0.015 ,同軸度0.03 ... |
cwenm 發表于 2009-12-22 16:29 什么是導條 求解釋 。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。. c( \* w1 c" V. L) B7 w% n |
| 想省事就直接用槍鉆,既能保證同軸度又能保證光潔度,精度等級能達到IT7 |
| 先鏜后絞,整體硬質合金鉸刀,主要就是同心度,其實,如果回轉臺精度能達到,夾具設計制作的好的話,兩面加工都可以保,導條刀具?說的輕巧,一把多少錢? |
|
本帖最后由 矢力機械 于 2011-12-15 17:10 編輯 導條鏜刀預算夠的話,或者是抗震刀桿鏜孔。想省錢就自己做一把吧!機床重復精度好的話考慮調頭鏜也可以。再實在不行你發給我做 保證沒問題。 |
| 這個零件最好在閉環臥加上加工; |
| 用臥加掉頭刀具成本最低,精度也沒有問題。做導條式刀具價格忒貴啊,沒實力很難接受 |
|
鉸刀用三截整體焊接刀片的 不要用帶導條的 |
|
工藝定鉆,擴,鉸 先鉆孔D18-D18-D18左右 再擴孔D23.5-D21.5-D21.53 M8 y4 ?) R1 h) E 后三把鉸刀 第三把鉸刀到位0 V" O |) I) Q7 m( |3 Z C2 t) O 第三把鉸刀鉸削量0.1--0.15,用油,表面可達0.8 我加工此類孔系全是如此工藝 從未有問題 |
| 如果用導調刀具第一把刀具必須要用導調的,為什么呢,因為第一個D24孔加工后用來做支撐用的,它的加工直徑會控制在第二把長導調刀具直徑上限0,003MM內,如果不用導調刀具的話,尺寸將無法保證。另一個好處是加工后三個孔能保證更好的同軸度。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-3 04:25 , Processed in 0.065532 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.