|
| 如果強度沒有要求很高,用5052好點,我有個件最初也用6061結果加工商說容易開裂,問能不能用5052 |
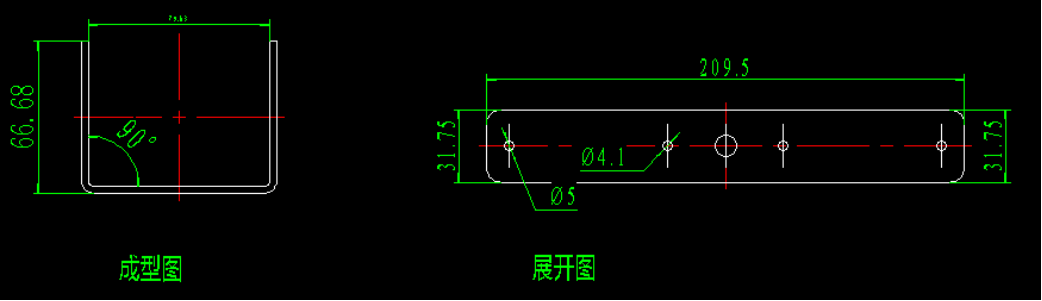
| V型還是U型折彎?折彎機折的還是沖床折的?如果是V型折彎不管是沖床還是折彎機;首先檢查上/下模的尺寸與間隙是否對;然后檢查折彎的時候上下模是否錯位;再檢查行程有沒有壓到位。 如果是U型折彎檢查間隙是不是合理;然后檢查行程是否到位。不會有別的問題了;如果都檢查了一遍自我感覺說都還行但是做出來還是不行;請找專業人士到現場去;這種東西現場一眼就能看出問題在哪里 |
| 試試用5052沖幾個? |
| 材料反彈,折彎間隙合理的情況下折彎處打筋或改折彎方式 |
| 不斷調整工藝,實現折彎精度 |
|
這個不很容易嗎,沖86度 |
| 這種不是應該把成型之后產品 或者模具拍照片 發出來 然后才能判斷問題所在嗎? |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-24 14:48 , Processed in 0.071280 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.