|
發布時間: 2024-11-4 10:15
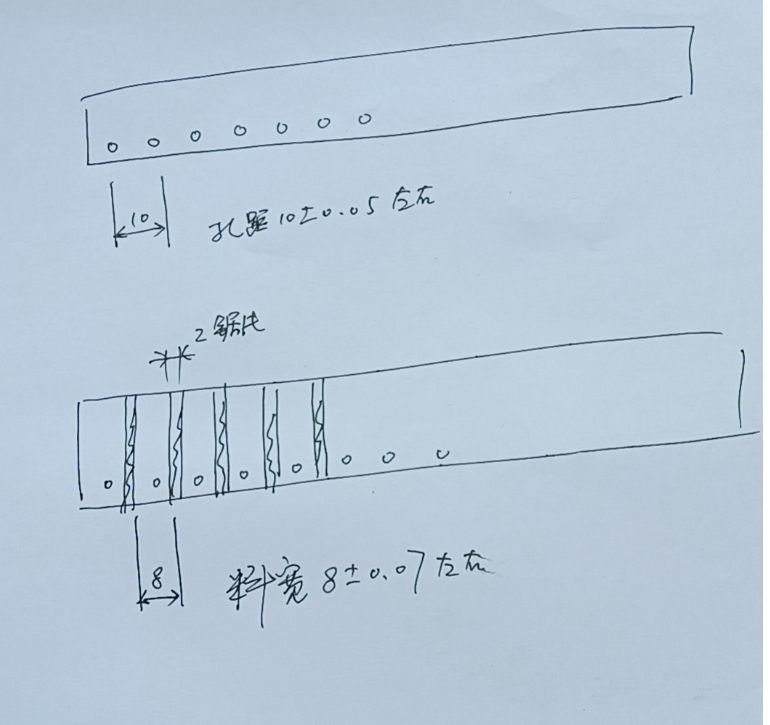
正文摘要:做了臺機器,調試了很久一直,有個問題一直找不到原因。 先看圖 鋁排,先鉆孔,然后鋸片切成8mm寬/件 目前問題,切料長度公差現在控制在0.07左右,但孔就慢慢偏左邊然后又慢慢居中再慢慢偏右邊。 我昨天測試,只鉆孔 ... |
| 工藝安排的有問題,先切割下料,后鉆孔 |
| 應該是鋁件變形 |
|
你把鉆孔切料工藝流程及設備介紹一下,才好分析 |
564156415gdr 發表于 2024-11-4 10:33 我出一個主意,先劃線,再鉆鋸,一目了然 |
| 鋸和鉆不是固定在一個平臺吧?一個平臺,兩條滑軌確保鋸和鉆的間距穩定,來回漂移概率不大了 |
|
換種切割方式試試。把問題拆開看看 |
| 覺得應該是累計誤差問題。孔間距和寬度沒問題是因為你送料精度沒問題。孔到邊緣距離屬于二次定位,你這邊完全靠第一次定位來保證,會增加累積誤差。 |
| 比較認可:累積誤差。兩次加工的定位基準不一致。 |
| 太軟了。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-20 22:08 , Processed in 0.070640 second(s), 24 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.