|
發布時間: 2024-11-2 10:00
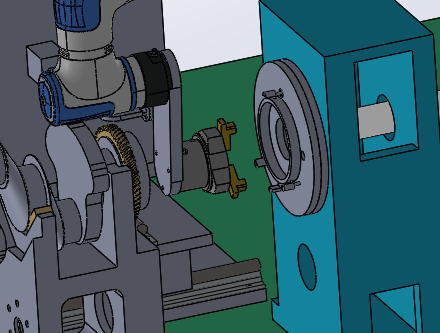
正文摘要:就是圖上這個裝置機器人會過來放置斜齒輪,斜齒輪裝配到曲軸上面的。齒輪需要加熱,我想問一下: 這個齒輪應該用什么樣的卡盤或者是機械結構來夾持保證在中心。而且機器人重復精度只有+-0.05,如果機械機構設計小了 ... |
| 樓主是準備跳坑的節奏 |
LiNing_jrjub 發表于 2024-11-2 13:50 大佬,問一下您剛才說的那個亞德客的耐高溫氣缸型號是什么啊? |
麥哥123 發表于 2024-11-2 15:07 幾毫米誤差的話不太行,進不去。 |
麥哥123 發表于 2024-11-2 15:07 有一定的導向工藝倒角,浮動頭了解的不太多 |
本帖最后由 樹懶in 于 2024-11-2 14:57 編輯 LiNing_jrjub 發表于 2024-11-2 13:50 我們這邊是做非標的,這個改造給我成本壓得特別低,有些東西沒法弄,報價都跟我們一個螺絲一個螺絲的算,哎。還著急要,沒辦法弄一套卡盤做實驗,而且大佬,您上面那個分段裝配很好,但是目前機床上裝配機構壓入齒輪的就是一個氣缸,沒辦法做到分段裝配。內撐用氣缸的話(液壓與電都考慮過,時間成本床內空間不太允許)。線圈過來加熱,手抓也會被加熱,這樣也會影響氣缸吧。 |
| 看看學習學習 |
本帖最后由 樹懶in 于 2024-11-2 13:59 編輯 LiNing_jrjub 發表于 2024-11-2 13:50 我這個只能去夾持外圓,齒輪過來后夾住,加熱,然后氣缸直接推動前面裝置將齒輪壓到曲軸上,那個齒輪加熱之后具體膨脹多少不太會計算,廠家那邊說加熱后是肯定有間隙的,卡盤找過很多廠家,都不太敢保證加熱后會不會影響 |
|
1.你的裝配卡盤,不能夾持外圓,要用內撐爪撐裝配內孔,這樣能避免齒輪本身內外圓同心度誤差對裝配產生影響 2.關于機器人定位誤差的問題,調試的時候盡量調整到同心,0.05的誤差是沒問題的;機器人剛度沒那么大,裝配卡盤夾緊時,機器人如果偏心了,受力會發生輕微形變,這點誤差應該是能容錯的 3.卡盤受熱影響精度,這個你得咨詢卡盤供應商,他們更專業;采用耐高溫卡盤或者卡爪隔熱,他們會給出具體解決方案的。 4.齒輪加熱后,內孔能達到多少?和軸的間隙最小有多少?這個數據一定要測量出來,做到心中有數;你的裝配卡盤夾持精度、直線導軌精度、機床變形、受熱變形等所有綜合因數考慮進去后的重復定位誤差一定要小于加熱后的軸孔單邊間隙,而且最好要留出一定余量,如此才能保證設備穩定 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-10 18:12 , Processed in 0.068363 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.