|
發布時間: 2023-12-9 17:30
正文摘要:使用工況是:螺母擰緊后需要跟軸一起轉動,目前采取的方式是:螺母與軸焊接,一旦返工就不好拆,(之前是螺母與軸擰到位后鉆孔攻牙鎖基米螺絲,不銹鋼件,鉆孔攻牙不好加工),打螺絲膠也不適用,使用溫度在300度左 ... |
公眾號留言選取
|
| 圓螺母+止退墊圈 |
roamcamel 發表于 2023-12-25 16:06 有沒有試過14樓這些類似的防松辦法 |
| +1 |
|
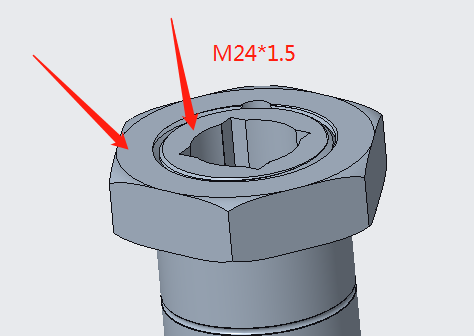
做一個切邊螺母。擰到你的軸上。 入下圖所示:
中間的開槽需要預先擰一個M24的螺絲進去撐住螺紋,再進行線割加工。如果不預裝螺絲撐住螺紋的話,螺母局部受熱后會有細微變形,割完之后擰進螺絲會比較緊。我以前實際做過的切邊螺母是M20的,M24的螺母會有多大變形,能不能擰進螺絲并沒有驗證過。
線割完成后,擰進M24的軸,找好位置之后,在這個沉頭孔里面擰緊一個M4螺絲。切邊螺母會稍微的閉口,M24的螺紋就會擠得很緊。用扳手都擰不下來的程度。需要拆這個切邊螺母的時候一定要先拆M4的小螺絲,硬拆螺母有可能損壞M24的內外螺紋。
旁邊這個M4螺孔是為了防止切邊螺母被拉緊了很長的時間,產生了塑性變形。松開了拉緊螺絲也旋不下來的時候。在旁邊的M4螺紋孔擰入一個M4螺絲,把螺母的開口稍微撐開,讓螺母能旋出來。(不要貪方便直接用拉緊螺絲來頂,有滑絲的風險。) 如果M4的頂開螺孔也滑絲了,就只能用一字螺絲刀插進槽里面慢慢砸了。 這個設計是經過實際的設備驗證過的。 應用于活塞灌裝機的活塞桿與動力板之間的連接。活塞桿和動力板之間有幾十絲到一兩毫米的虛位間隙,全靠這個螺母自己保持住位置。每一次灌裝,這個螺母就被沖擊一次。用十來年都沒聽見用戶說灌裝量有太大差異。 |
| 加個鎖墊可行嗎? |
|
本帖最后由 xue428032 于 2023-12-12 17:19 編輯 干過這活 軸上的螺紋部分 車一圈小小的溝槽 螺母上面開個小孔,鎖緊后,拿根鉛絲 直徑1毫米一下 從螺母上面的孔穿進去,繞著螺紋的軸上的溝槽繞一圈;就能做到防拆;就是拆的時候比較麻煩,要拿乙炔燒;還有就是參照脹緊套的結果 把軸端面割十字槽,外圈夾緊后 再車螺紋,放開后 軸會往外擴張 有一丟丟錐度的 螺母鎖緊后,靠軸本身的變形量鎖緊螺紋 防松,就是鎖得比較費力 |
|
如圖 |
1702280407687.png (360.16 KB, 下載次數: 413)
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-21 02:20 , Processed in 0.080170 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.