|
發布時間: 2023-9-18 16:34
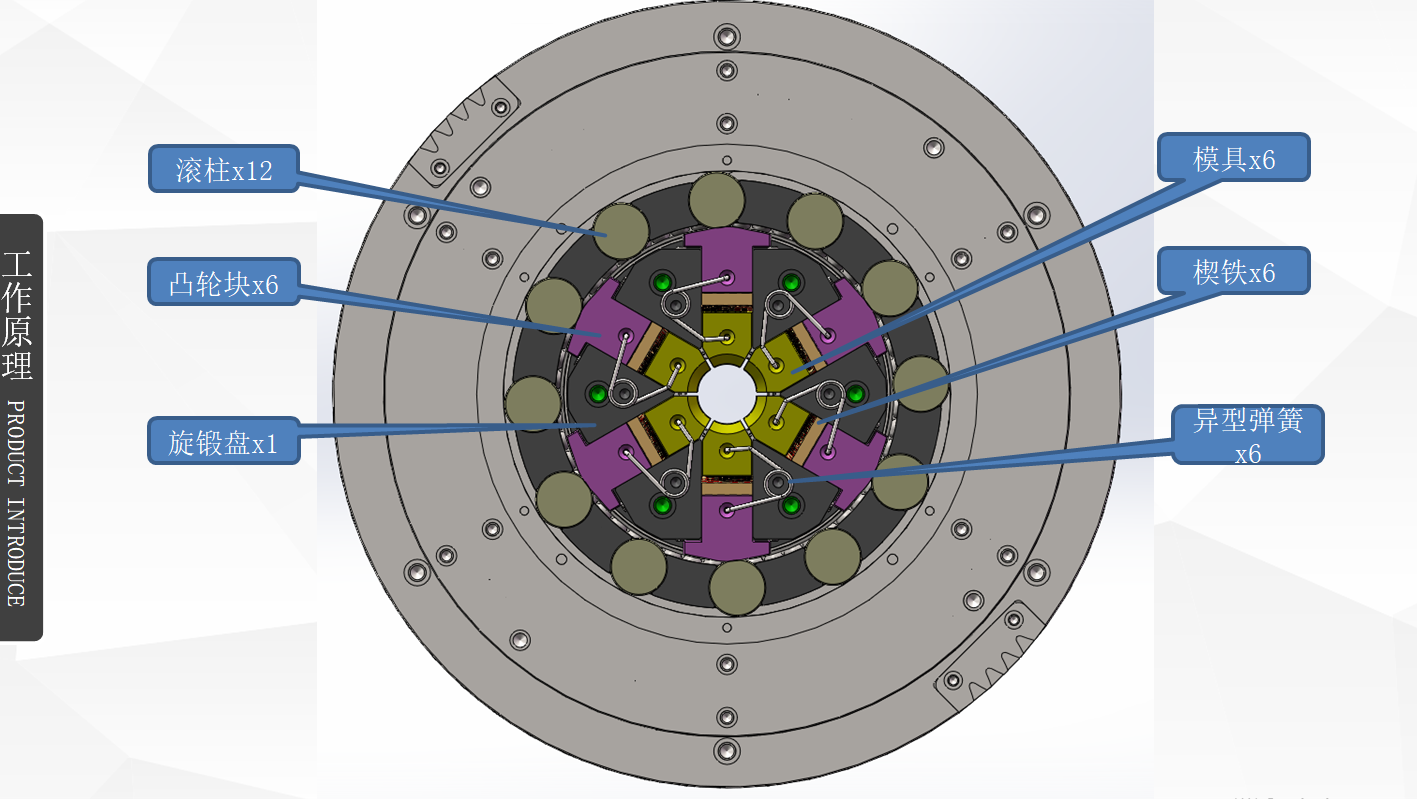
正文摘要:本帖最后由 夢想先行 于 2023-9-18 16:36 編輯 下面2張圖解釋了旋鍛機工作原理 目前設備我們已經做出來了,但設備加工能力沒有理論計算。 需求一:在已知旋鍛盤轉速、以及扭矩的情況下,能否計算出模具輸出的鍛 ... |
|
本帖最后由 pengzhiping 于 2023-9-19 21:12 編輯 對于壓縮型旋鍛機,其容量是根據其直徑及負載極限來確定的,通常受到壓力滾柱和壓塊之間接觸應力的限制。從保證承載零件的安全壽命出發,此應力一般不應超過1170Mpa。以此為基礎,如果壓力滾柱和壓塊都是鋼制零件,則壓縮型旋鍛機的極限承載能力可用下式確定: 除了這些和 材料的硬度 材質成分有關。 工藝影響因素 除了上述有關管坯類型不同會對旋鍛過程和鍛件質量產生影響外,其他的影響因素還有: 1)管坯的相對直徑。只有直徑/壁厚小于等于30的管坯才能順利地進行無芯棒旋鍛。這是因為在任何情況下,管坯都必須具有足以滿足其順利進入模送進要求的柱強度。 2)模具的錐角。在旋鍛低碳鋼管且用用人工送進時,不應超過8°。旋鍛較易變形的退火銅管時,錐角可達15°。當錐角超過15°時,采用機械和液壓送進。 3)縮減率。對于在無芯棒旋鍛過程中的管料長度和壁厚變化,都會構成一定的影響。通常,隨著縮減率的增大,壁厚的增大會比長度的增大來得明顯。關于無芯棒旋鍛管料時所能得到的管壁厚度,可以用經驗公式來估算,其誤差為10%左右: |
40.png (37 KB, 下載次數: 70)

| 應該可以通過專業的成形軟件模擬出載荷,應力場等 |
| 不錯 |
|
這個玩了一年,熱,噪音大, |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-19 05:52 , Processed in 0.071831 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.