|
發(fā)布時間: 2022-7-5 15:58
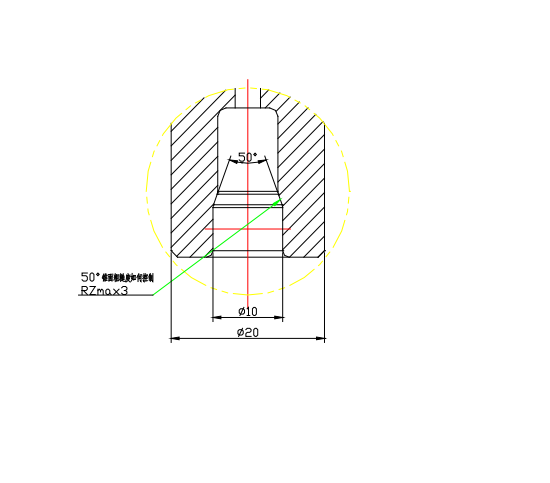
正文摘要:50°錐面粗糙度要求Rzmax 3,如何選擇刀具、設備、工藝參數,謝謝!/ ~ |7 w9 e1 |$ w+ ~ 直徑11和直徑9之間由50°錐面連接,這個錐面的粗糙度。 ' w; x% `4 l: }1 r4 p0 I+ K. r( h4 g ... |
| 你這成品合格率低了點,工藝方便我是半吊子水平。不過做油品方面的我還是懂的,如果說提升合格率,我們可以嘗試換下切削油,如果你需要我看可以給你提高試用裝,我電話17602117251 |
| 等于沒說 |
| 轉速超800,振紋出現了 |
| 高光加工,轉速800,低了吧,8000可以試試嗎? |
|
刀具方面:換更鋒利的刀,刀桿也要選剛性非常好的,比如合金刀桿;刀具、刀柄做動平衡處理; 參數:精光的轉速不夠,還要往上提,具體提多少還要根據你的設備來,至少50%吧,一般來說普通加工中心主軸轉速極限大約在5000~7000轉 |
| 沒標錯,就是Rzmax 3,我們采用鏜刀加工,大批量生產現在合格率很低,現在只有60%合格,如何提高合格率是擺在面前的難題。 |
| 錐鉸刀試試了 |
| Rz 3,車床做不到吧。確定不是標錯了嗎? |
| 不銹鋼304材料精鏜內錐面,粗糙度達不到Rzmax3。請高手指點,從加工工藝方面(如刀具選擇、參數設定、冷卻方式)給予指導,謝謝 |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-24 02:52 , Processed in 0.063723 second(s), 19 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.