|
發布時間: 2022-1-26 15:45
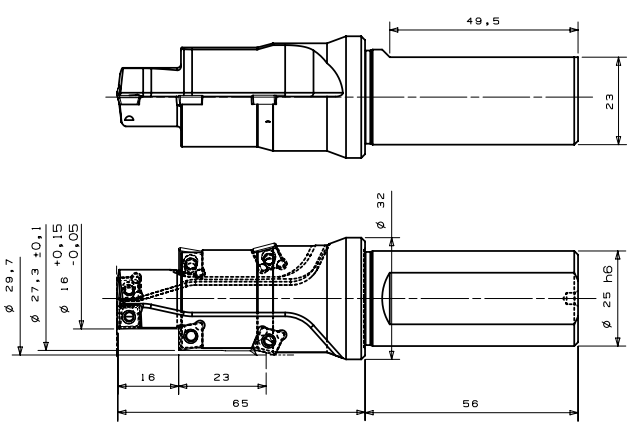
正文摘要:下圖為廠家給做的非標階梯鉆,做此非標刀具目的是一次加工成φ16,φ27.3和后面15°倒角三個尺寸。切削過程中,開始沒問題,但φ16與φ27.3的部分同時切削時,刀具在φ16尺寸根部折斷,需要說的是機床沒有內冷且被加 ... |
| 謝謝分享 |
| 加一把12mm的鉆頭,先鉆個孔,在用這把刀,就可以了 |
| 前端是U鉆結構,U鉆的弱點就是容易燒刀桿,,合金層的硬度多少,這種鋼制導體的硬度也就40多度,參數給的是否合理? |
能這樣嗎?減小應力集中..; S+ A; g. q* Z+ F5 O
$ C/ l3 m0 M- z3 G8 y |
| 前端能噴水,或者油氣,效果更好。 |
| 這是加工板子用的吧。 |
| 還有一個,不知孔系深度尺寸如何,改刀具方案雖然是一次加工,但并不是三組或兩組刀片同時加工的意思,也就是說,第一組與第二組,第二組與第三組刀片之間的軸向距離設置是否合理?否則有可能出現底孔還沒加工完,其余兩組刀片也開始吃刀的情況,這樣的話震動很大 |
|
工件材料請說一下,合金層是什么牌號的也描述一下;另外,基于刀具結構本身而言,U鉆鉆底孔后,D27.3這個孔底面很寬,切屑較大,排屑不暢;可考慮將第二組刀片相對刀體旋轉一個角度擺放,把排屑空間讓出來;讓U鉆和倒角刀片擺在一條排屑槽上,D27.3這組刀片單獨擺放; 至于你說的刀具從根部斷,很多因素對此有影響,如果孔系是通孔,應該不會出現這種情況,除非是刀具基體的材料和熱處理有問題。 |
dtltc123 發表于 2022-1-27 09:58$ D% t* a1 |0 O& c) f 整硬解決不了根本問題的,三刃共振,整硬刀具也扛不住,壽命估計300-600左右。4 A, S+ k2 w g) t( O' M |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-24 10:05 , Processed in 0.071979 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.