|
發布時間: 2021-6-13 12:10
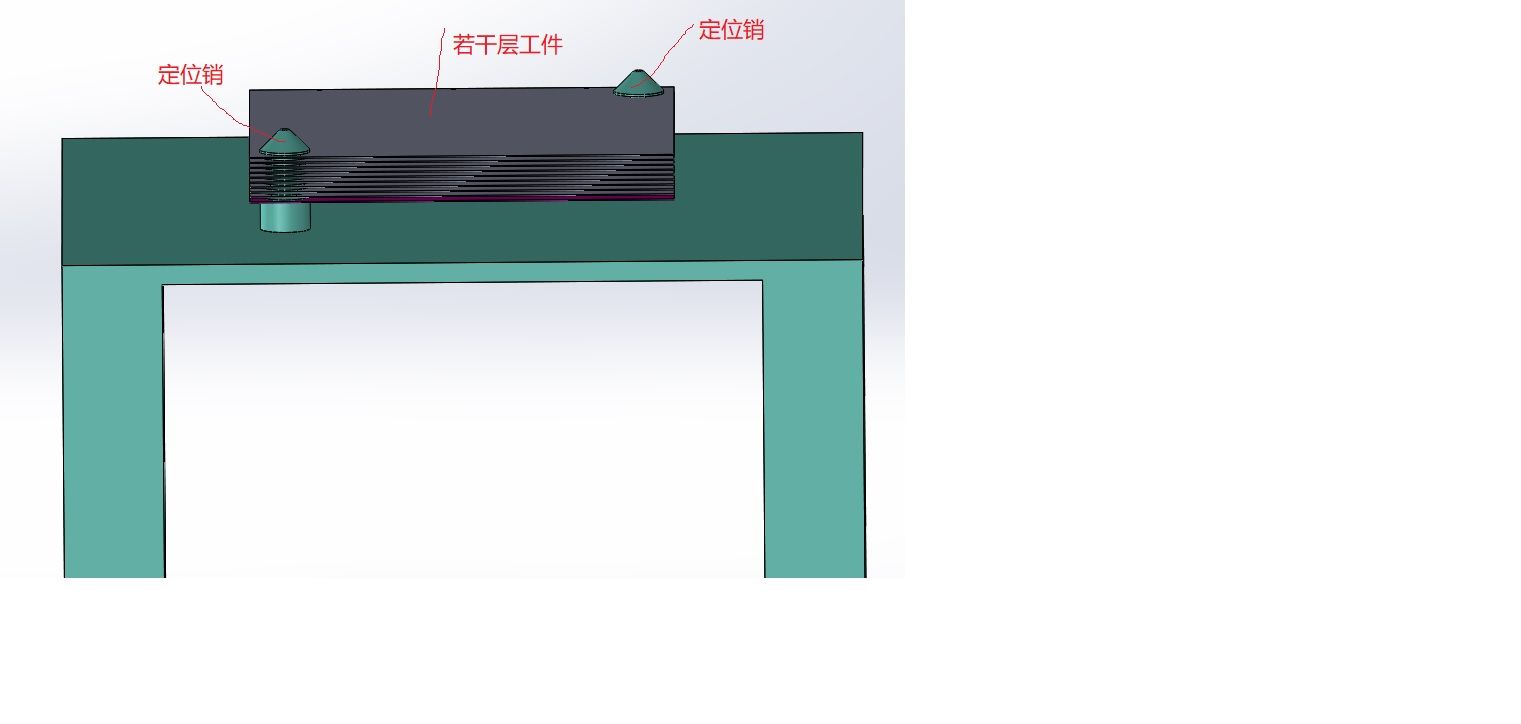
正文摘要:工件通過機械手抓取,放到平臺上,工件上有孔,平臺上有導向銷,這樣每抓取一個工件,依次放到平臺上,逐個疊加起來,這樣工件疊加的偏差最高能有多少由于物料在料倉內是有偏差的,機械手重復定位精度也是有偏差的, ... |
加肥貓devil 發表于 2021-6-13 13:16 -0.5--- -0.2??? |
| 加工精度最好保證兩個絲 |
|
本帖最后由 yc1990717120 于 2021-6-15 15:22 編輯 樓主好: 1、 定位銷單論銷的外徑公差可做到±0.001,原則上更高的也能做,只是作為裝配一般0.01就足夠。 定位銷在夾/檢具上的安裝位置度一般0.02(CNC加工,再高了得加錢) 再定位銷和待檢測件的定位孔的配合,為了方便取放,一般直徑至少4-6絲間隙 關鍵是待檢測件的孔徑/孔位公差,看你的加工方式了 綜上,普通圓柱銷做定位銷,通常適用于定位精度不高于0.1級別,(一般要求夾/檢具尺寸精度相對待檢測件高一個或半個數量級) 當然,也有用浮動式圓錐銷做定位銷的,相當定位銷與待檢測件定位孔0配,加工費再加點,可以做高一級精度的 2、定位銷露出不要過長,對薄板件更不要想著零件疊放。(一般定位配合長度2~3*板厚足夠) 原因是保證定位精度的前提下,待檢測件取放很容易卡滯。尤其在定位銷長,零件剛度差,待檢測件與夾/檢具的平面/曲面不貼合(簡單講就是放不平)的情形下。 反過來在容易卡滯的情形下,只有加大待檢測件定位孔和定位銷的間隙,進一步降低定位精度了 3、你需要若干層工件疊加及疊加位置度的目的是什么?堆垛存儲,加工,還是其他?需要的位置度精度要多少? 根據目的要求做方案,不要反過來 |
| 定位誤差是可以計算的,對做夾具設計的人來說應該不用陌生 |
| 相對定位精度在于那個孔的加工位置精度,如果你只是說被銷連接的兩者之間的相對位移,那么將銷做成圓錐面接觸,相對松動量就為零了。 |
| 定位銷的精度在大概0.02mm左右吧,至少要保證銷子能下到里邊去 |
| 怎么說呢。。。。。。。。。兩零件銷子孔配對打的話,定位精是非常高的,肯定會小于1絲,但你目前不是配對打的,你可以將定固定的銷子固定位置假設為零基準,(當然前提是銷子要打得好),整體配合基準就取決于后一個零件形狀位置精度了。 |
Cavalier_Ricky 發表于 2021-6-13 14:24 也沒看懂樓主敘述的問題,物料上原來就有銷孔? |
|
1)物料是啥材質?鋼板?紙板?還是。。。 2)物料上的那兩個孔是怎么打的,誰打的? 3)。。。 大家繼續。。。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-26 18:41 , Processed in 0.091679 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.