|
| 冷卻不到位造成溫度過高,鋁材融化后,產(chǎn)生積削瘤 |
| 依次確認刀具選型是否有誤、加工參數(shù)使用是否合適、切削液是否充分發(fā)揮作用 |
| 刀具拋光效果不好,冷卻液壓力不夠。 |
|
燒結(jié)了,要澆注煤油冷卻 |
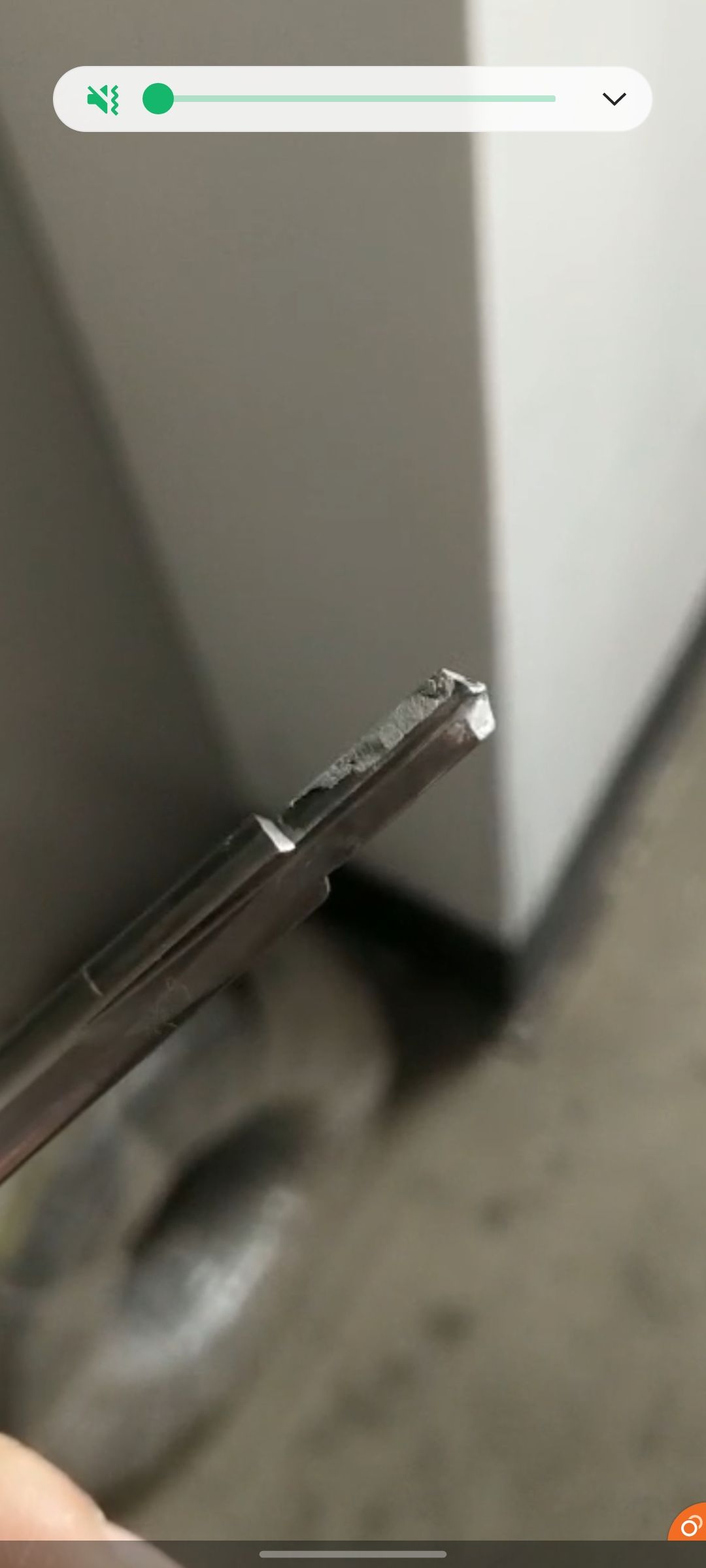
| 好大一塊積屑瘤 |
| 以一個小白的觀點看,可能是速度快,或者加工的材質(zhì)很硬鉆頭選的不對。 |
|
刀具方面的問題: 1.生產(chǎn)時排屑槽沒有拋光處理(鉆頭光潔度不行) 2.排屑槽角度不對(直槽僅適用于通孔加工) 3.刀具角度參數(shù)不對,導致鉆尖不夠鋒利(震刀原因) 常州市鉉爾精密工具有限公司,專業(yè)生產(chǎn)批發(fā)鎢鋼刀具,歡迎咨詢~ TEL:17751568590(微信同號) |
|
第2張圖的刀一看就是刀具的幾何角度設計有問題.別問為什么看的出來,因為遇到過,制造參數(shù)改了就好了.但是,沒有內(nèi)冷遲早的事情,干鋁合金孔不帶內(nèi)冷,那基本就別要什么壽命和粗糙度了. 第1張圖只能說是排屑不好導致的,至于為什么不好,無從判斷,原因太多,至少一點,這么深的孔沒內(nèi)冷,再好的刀排屑也不會好,粘到堵是很快的事情. |
| 刀具設計不科學,另外建議用內(nèi)冷 |
Archiver|手機版|小黑屋|機械社區(qū) ( 京ICP備10217105號-1,京ICP證050210號,浙公網(wǎng)安備33038202004372號 )
GMT+8, 2025-8-23 14:55 , Processed in 0.070223 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.