|
| 如果條件允許,選擇內外兩層套筒結構算了,同軸度馬上就不是問題了 |
| 不要兩次裝夾,車削的定位夾具要做的好! |
| 這個活,看了上面所有的加工方法,只要處理的好,都是可以干出來的,就根據自己的要求取舍了。 |
|
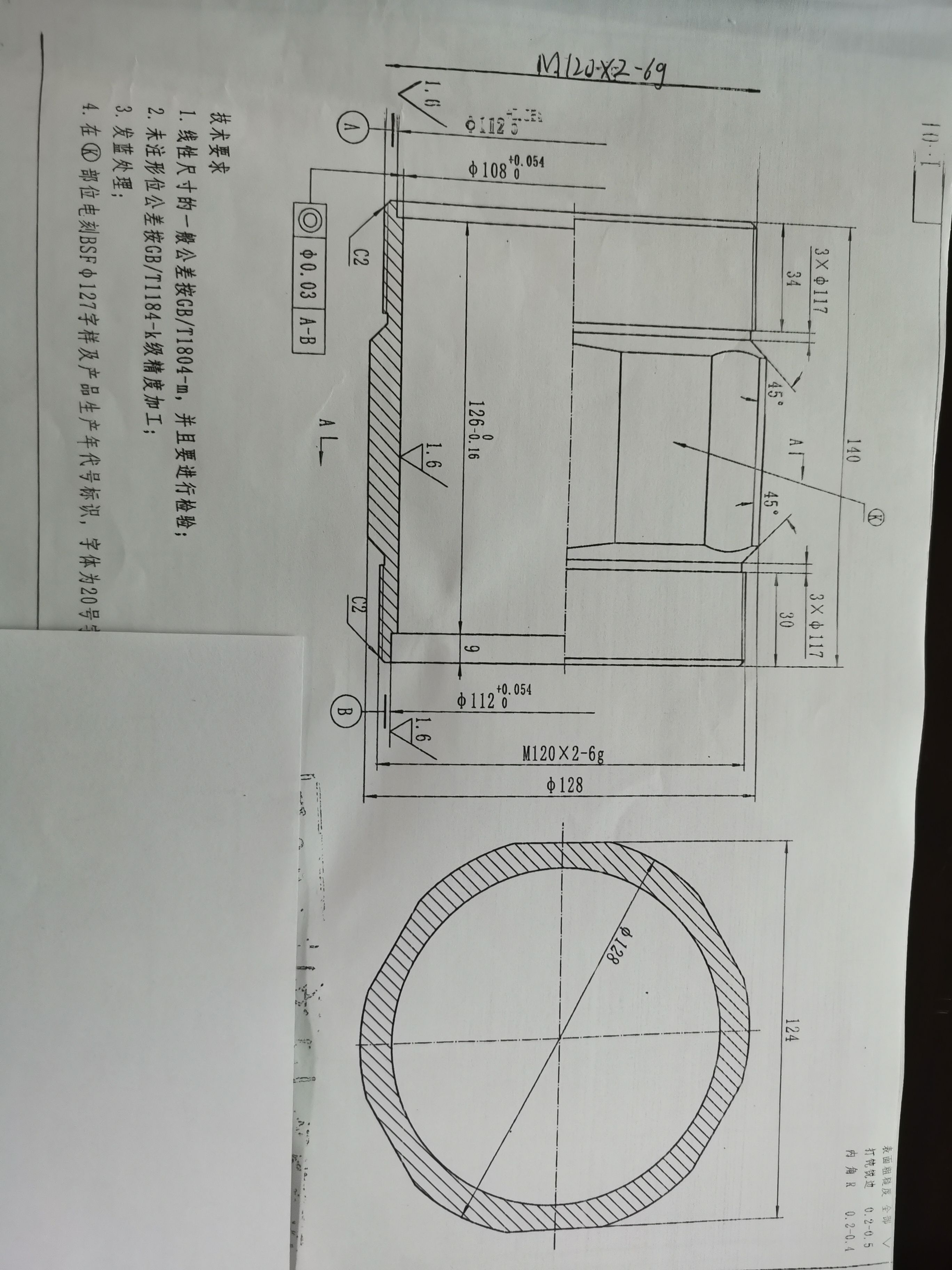
電機的機座都差不多這精度,工藝都很成熟了。 一種是一端止口和端面定位加工另一止口端面及螺紋,中段按實際隨哪端面止口都可以。 還有一種是中段和一端止口端面及螺紋一刀下,以中段為定位用漲胎加工另一止口和端面及螺紋。 這圖紙還少一個端面跳動公差標注。 |
|
橢圓5絲以內都可以 |
| 把你的工藝過程說一下,在一個你這個件加工之后不橢圓么。 |
|
毛坯啥樣子。如果是一整根圓鋼或管料,一次性加工出外圓和兩端的小臺階及中間的通孔,機床精度小于0.02的情況下,這精密能夠保證。 如果是下斷的短料,先加工中間那個最大的內孔,精度需要提高,必要時上磨床去磨內孔。再配一個尺寸公差小于0.015的軸,最好略帶一點錐度,保證能和內孔緊密配合上,和精磨出來的內孔配上定位,分兩次加工兩端的小臺階孔,也是可以保證精度的。 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-15 19:20 , Processed in 0.075840 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.