|
發布時間: 2020-10-17 12:04
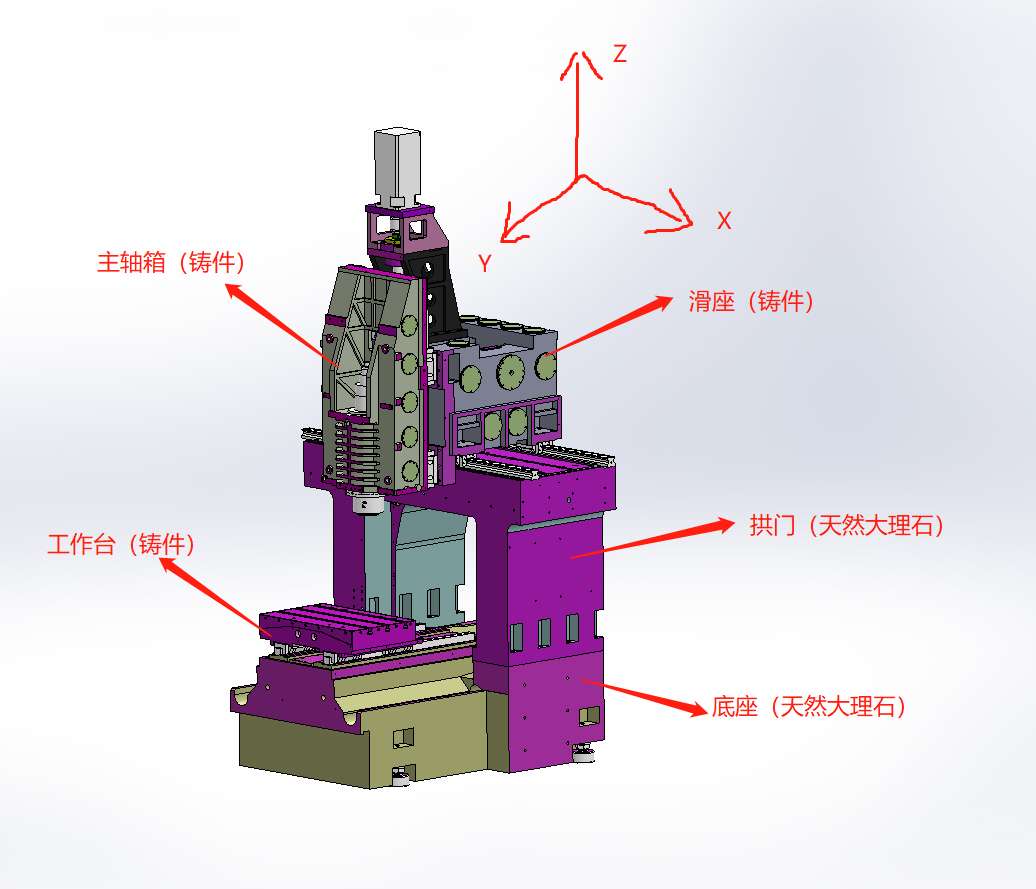
正文摘要:根據精度要求安裝各導軌、鑄件。但是現在出現的問題是:方形大理石檢具放在工作臺上或直接放在底座上,檢具不動。滑座移動至拱門的左端、中間、右端,再移動Z軸,打機床的Z軸垂直度,3個位置檢測的垂直度誤差超過0.0 ... |
無敵小蔣 發表于 2020-10-22 08:24 下文中,溜板就是滑座。。 我的說法也不太嚴謹。運動軸線的精度一般是位置精度、直線精度和旋轉精度綜合得來,而位置精度和直線精度測量可以比較明確,而旋轉精度的很少有人注意或者說沒必要引起注意。對于超精密設備,這個應該予以考慮。而最近幾年,機床的檢測標準基本都加入了對于機床運動仰俯角和偏擺角的角度偏差的測量,就是解決機床運動軸線上扭曲和偏擺的問題。而數控系統或者三坐標設備的空間補償更是對這些綜合精度的補償,就是類似6個自由度的問題。 不知道你機床最終精度和售價如何?如果預算充足,建議樓主的設備立項的時候加入空間補償功能,對設備的精度有提升。前兩年我從原單位出來的那時候空間補償功國內能很少能實現,華中好像后來做出來了,西門子發那科也都陸續對國內開放了,雷尼紹也有相應的解決方案了。 我反復看了幾遍問題,還是沒太看明白你的問題和描述,在說明問題的時候建議給出原始測量數據,不要自己描述。 在論壇上不太好解決就因為很多問題有大量的實驗和測試過程,而這些過程的很多步驟都需要認真去思考和琢磨,甚至測量方法上都需要認真琢磨。每一步的扭曲的方向,平行度超差的方向,垂直度超差的方向一定要記錄好,如果有可能的話盡量錄像,為以后的復盤分析做準備。 我一直沒太看懂,你是不是測量的XZ軸線垂直度??!!這個很重要。 我先假設你測量的是XZ垂直度 如果兩邊和中間三次測量的垂直度數值都一樣,都是0.018,方向也一樣,那可以預判溜板運動的偏擺沒有問題,也就是溜板在運動時,在XZ平面內的沒有發生仰俯變化。這時候你就需要調整主軸箱與溜板的配合,一般是刮研或者配磨墊子。 如果兩邊和中間的垂直度不一致,相差較大,那可以預判溜板偏擺有問題,也就是溜板在運動時,在XZ平面內的發生仰俯變化。這時候你就需要優先考慮溜板與導軌的配合了,那就需要再進一步分析了。 提示一下,看看龍門銑床國家檢測標準,有幾項你值得參看。比如上述我說的,溜板沿Y軸運動時,測一下X,Y向的角度偏差。X軸向的偏差基本就是垂直平面內的直線度,Y軸向的偏差就是你的溜板的在XZ平面內的仰俯,就是抬頭低頭。具體算法看國標。 最后還是建議你們單位的裝配工藝工程師繼續好好分析分析。 當然樓主甚至起碼的應該說明一下設備的大體尺寸呀, |
無敵小蔣 發表于 2020-10-22 15:29 我們主要做臺灣TBI和臺灣鼎翰的,如果合適的話,也可以發一些型號報個價格給您對比對比 |
大慧子 發表于 2020-10-22 15:19 國產的用不上,進口的有穩定的供應商了。 |
你好,你這個設備上面會用到直線導軌還有螺桿,模組這些嗎?如果能用得上,可以認識一下不?我們公司做這些的 |
往前走 發表于 2020-10-21 19:35 運動軸線的精度有時候與零件的自身幾何軸線不一定完全一致?這句沒明白過來,請指點 |
|
本帖最后由 往前走 于 2020-10-21 19:51 編輯 數控龍門銑裝配工藝路過,正好是我的特長。。。 等我有空仔細看看,你敘述的還不太清晰,你這是測量的運動軸線的垂直度,運動軸線的精度有時候與零件的自身幾何軸線不一定完全一致。 對于高精度測量,操作的測量手段也非常重要。你可以參考一下,IS0230或者國標GTB17421機床檢驗通則,上面敘述的很詳細。你再找一個龍門檢測檢驗國標看看。 對于機床來說,水平放置的導軌面,垂直平面內的直線度,這個拱門中間中凸一般是正確的做法。 這種純幾何精度的測量分解的話不算難,建議你再理理思路, 就是6個運動自由度的分解。再就是將測量過程建議畫成圖表述一下,精密設備的每一項測量、每一個操作步驟都很重要。 你們有裝配工藝嗎? 哪個單位呀? |
SNTFQGU 發表于 2020-10-19 15:41 在這一步已經停留 了一個月,現在準備將大理石反廠重修精度 |
遠祥 發表于 2020-10-18 18:58 現在是單個零件的精度都是可以的 |
翱翔天際 發表于 2020-10-18 09:30 新機器 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-7-22 12:12 , Processed in 0.078986 second(s), 22 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.