|
發布時間: 2020-5-26 20:14
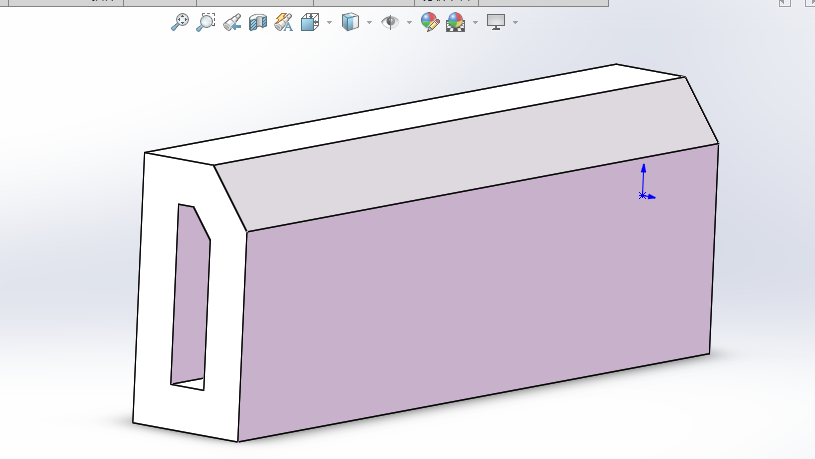
正文摘要:咨詢一個問題,哪位專業的大師能解讀一下,我需要在這個空心件上沖一個16。5的孔貫穿,怎么才能保證不出現毛刺,卡料等現象,料兩側厚6mm,中間空心8mm,希望大師能多指導一下,歡迎各路高手參與 補充內容 (2020-5- ... |
letu825 發表于 2020-6-3 18:43 謝謝您的提議!!!!!這個方法適合沖單孔,我的半成品產品長度380,左右兩孔相距320,好像分成兩部分不可以吧,而且左右兩孔不是按照中心對稱的 |
展翅飛翔2018 發表于 2020-6-3 12:34 在沖壓孔位置,可以以沖壓孔圓心位置,一分為二,做成左右兩部分,從兩側分別插入中空空間 |
展翅飛翔2018 發表于 2020-6-3 12:34 如果做成類似這樣的剖面結構,分體式的,應該可以解決你說的脫芯困難的問題。部分面可以適當地做成斜面,相當于一個拔模角度 |
截面剖視圖.png (12.19 KB, 下載次數: 103)

| 中間過渡板開4個φ16.5的孔,過渡板一頭加一個氣缸,單層孔沖完以后氣缸拉出漏料,在進孔沖壓下層以此循環,過渡板需左右側板固定 |
letu825 發表于 2020-6-3 11:51 我設備模具結構和你說的一樣。生產過程中出現經常卡型腔鎖芯的情況,而且鎖芯還經常斷。。。。。。。 |
| 如果在中控空部分增加一個工裝(材料硬度要明顯大于鋁材硬度),填充中空空間,工裝在需沖壓處預留出沖壓空間,這樣內部中空部分在沖壓時應該變形會比較小 |
展翅飛翔2018 發表于 2020-6-2 08:28 兄弟 有CAD圖紙嗎? 把你們的技術要求寫進去 可以考慮外包給我們做。 |
| 量多嗎?量多去開模做吧 |
Archiver|手機版|小黑屋|機械社區 ( 京ICP備10217105號-1,京ICP證050210號,浙公網安備33038202004372號 )
GMT+8, 2025-8-2 19:48 , Processed in 0.072626 second(s), 21 queries , Gzip On.
Powered by Discuz! X3.5 Licensed
© 2001-2025 Discuz! Team.