機械社區
標題: 焊接反變形技術探討 [打印本頁]
作者: 遠祥 時間: 2019-9-16 09:52
標題: 焊接反變形技術探討
最近跟蹤一個項目,連續通宵幾個晚上,結果頗有收貨,對于MIG焊技術有了一些新的感觸,特此分享一帖;
9 h2 m: K1 @9 p8 ?
E+ x; a3 s$ L2 u2 U6 b
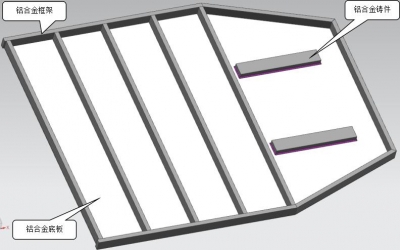
如圖所示是鋁合金總成焊接件,材質均為鋁合金6061,由型材框架、平板和鑄件拼焊組成;
% Y( T3 ]' Z( v. ~4 o& T" s
. \1 @4 N6 e0 ~+ H& R! b4 O 因為材質是鋁合金,熱膨脹系數大;而產品右側的兩個鑄件焊道較長,焊接完后,產生較大的熱量(剛焊完有70-80°,燙手);焊縫的縱向收縮變形和橫向收縮變形,再加上受熱變形;結果焊完后,產品繞支點翹起,最差的狀態,翹起的高度有七八個毫米!這樣的狀態不用說客戶無法接受,公司內部的品質都會NG,而且會被同行的嘲笑,焊的什么玩意兒,變形這么大!
. b8 K7 K: O5 o1 c) G. \4 o, _2 |
3 i2 i- w4 e( Y- C* S/ Q
現階段是小批量試制階段,打樣也就幾十套,因為種種原因:設計交接緊急(3天設計完一副治具),成本原因等,交樣工裝做的很簡陋:# D6 X6 c% h! T @; w( R5 j* T
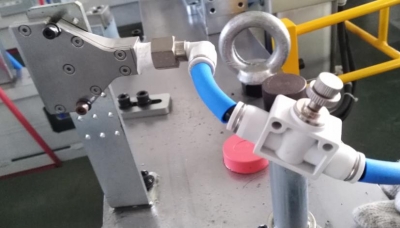
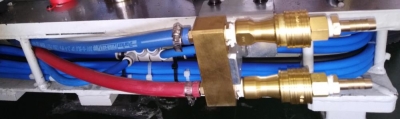
而正式焊接工裝,都是有水冷,風冷等控制焊接變形的措施:
風冷措施
6 F2 Q$ d, q1 ]$ k" P4 n$ E+ E: l" w
水冷措施
9 L6 T: k; v2 P8 F/ f+ X% l3 h3 e6 o- ?0 F
其實最開始生產提出用反變形的措施,我內心一開始是拒絕的;因為焊接工裝都是按產品數模面貼面擺正設計,缺乏反變形設計經驗,設計時不知道要反向變形量多少,沒有把握,也不敢設計。但現實是殘酷的,設計人員解決不了,只有按現場焊工師傅的辦法了。然而,實際證明,反變形的措施還真有效果!
, J: ~# d1 {+ l( Q3 h1 f" ? k
8 d+ v/ L9 j" v& ~. x# Z, f% ]1 m: H
, e2 X+ J( w; p8 N# V' D: u
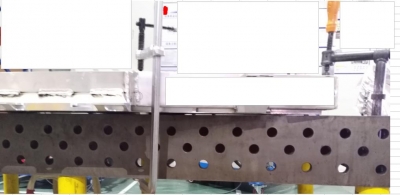
在鑄件焊接前,把右側那段強行往下壓到4-5毫米;
3 j C7 H+ q& J6 V" [9 \' K
這樣焊接完后,產品焊后變形反而減小,整體平面度達到了預期效果。
# s' J% B/ l7 s# [' f- \: |7 A0 t% f9 z3 M
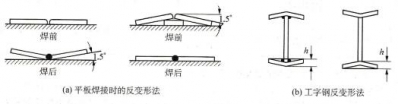
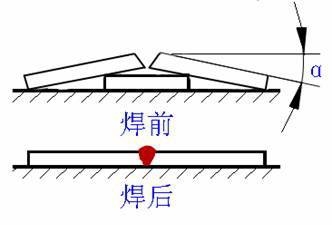
其實反變形法說的通俗一些,就是在焊接組裝前人為地制定一個反向變形,使該變形與焊后產生呢的變形大小相等而方向相反,以此來達到抵消焊接變形;- l5 h8 g. e, G! C4 o7 g
" r; h& R8 j4 T0 L
! j8 }# z. V' z. j原理雖然簡單,但要想實施成功,需要根據經驗和現場大量驗證總結出數值;
3 C: M" N/ t1 A8 v- O2 m" ~+ P! C7 T
以這次的項目產品為例,這個α角不宜過大,控制在1°;反變形量比焊后變形量大五十絲即可,比如,你之前焊接變形量為5毫米,反變形量最好是5.5毫米。
% C& L: ]6 E/ y5 t# G! |! V z5 p2 q7 p Z3 A' }
7 u1 C3 w) q3 w
作者: pengzhiping 時間: 2019-9-16 10:38
很多有要求的機器底座都是用的反變形法挺實用的。
作者: holmes董樺 時間: 2019-9-16 11:30
學到一招
作者: 遠祥 時間: 2019-9-16 14:53
3 m$ x0 [9 `+ `是的呢,不同行業都能采用這種反變形的手法,但估計值不一樣。9 }, V" ^+ D0 O7 s: K
作者: 遠祥 時間: 2019-9-17 07:28
$ `3 f: k' L0 X c可以的,多多探討。。。
( M4 u# A) L3 G# E$ K' B
作者: 那些年的那些年 時間: 2019-9-19 15:51
實戰經驗值得借鑒,感謝lz分享。話說好貼竟然沒人頂
作者: -吳曉東蘇州 時間: 2019-9-21 14:01
漲知識了
作者: 一尾小魚 時間: 2019-10-3 02:59
良心分享。
作者: 那一抹星空 時間: 2019-12-5 14:57
謝謝樓主
作者: ygyi2009 時間: 2019-12-5 21:09
驗值得借鑒,感謝lz分享。話說好貼竟然沒人頂
作者: 戰狼zl 時間: 2020-9-5 11:01
學到一招
作者: lgh999111 時間: 2020-9-17 08:43
薄板焊接反變形是最好的,數據以實際試驗調整最好,主要是抵消焊道收縮量
作者: 邢云鶴 時間: 2020-9-23 08:03
收藏
作者: 大白小白 時間: 2020-10-11 19:38
; c1 B. i, ?7 |7 G8 R ^
請教一下大俠,風冷,水冷的效果和使用范圍,謝謝!- F" D3 e3 C" H
作者: 林汐771k 時間: 2022-7-12 11:26
學習了& Q% n& }$ o6 J8 ]3 h3 H
作者: 林中水11 時間: 2022-7-13 15:21
學學習了,這個就是理論計算變形量比較困難
作者: 18137630758 時間: 2022-7-23 14:50
感謝給了一個參考值,實際操作如果精度要求高,還是要打樣試焊,做出調整
作者: 詹姆斯007 時間: 2022-7-23 21:09
對于復雜的焊接件,反變形需要豐富的經驗。
* ~# ]2 t& Q4 p8 y* }9 {4 v對于沒做過的新結構,需要做試驗。
作者: 思念從未退卻 時間: 2022-8-17 10:48
這種穩定性怎么樣啊
作者: ygc111 時間: 2022-8-26 14:59
厲害了
作者: 11483882 時間: 2023-4-15 13:24
學習了,謝謝
作者: qinbin0588 時間: 2023-5-30 16:28
好貼,必須頂一下
作者: 皮皮發V 時間: 2023-6-9 14:27
如果是氣缸壓緊夾具,是否可以不作反變形或者反變形角度可以減少?
作者: huwhy 時間: 2023-6-26 07:45
非常有價值的分享$ f& c. g- U0 P* P: r
作者: lemon_wan 時間: 2023-6-27 13:19
很有價值的經驗之談
作者: 木頭不說話A 時間: 2023-10-8 22:45
學到了
作者: 幻劍隨緣 時間: 2023-10-27 17:15
是電動汽車的電池托盤嗎?也做過類似的樣件,用的是攪拌摩擦焊+MIG,工裝是焊接工程師設計的,應該有反變形設置。這玩意還有很高的防水要求,做了工裝樣件等最后沒接到單,杯具
作者: 麥哥123 時間: 2023-10-29 18:51
像這種結構一般都是做反變形措施,$ e! ~' Q7 K: D! M6 F) m
像樓主這簡單的工件,夾具完全可以做成可調的(我一般可調余量10mm以上),先按正常尺寸調夾具,焊兩個出來后看變形量多少就調多少
作者: 陳濤66 時間: 2025-5-14 15:12
學到了
| 歡迎光臨 機械社區 (http://www.ytsybjq.com/) |
Powered by Discuz! X3.5 |