











螺釘 | 尺寸范圍 | |||
d | l | |||
機械螺釘 | 開槽圓柱頭螺釘 | GB/T65-2000 | M1.6~M10 | 2~80 |
開槽盤頭螺釘 | GB/T67-2000 | M1.6~M10 | 2~80 | |
開槽沉頭螺釘 | GB/T68-2000 | M1.6~M10 | 2.5~80 | |
開槽半沉頭螺釘 | GB/T69-2000 | M1.6~M10 | 2.5~80 | |
十字槽盤頭螺釘 | GB/T818-2000 | M1.6~M10 | 25~40 | |
十字槽沉頭螺釘 | GB/T819.1-2000 | M1.6~M10 | 30~45 | |
十字槽半沉頭螺釘 | GB/T820-2000 | M1.6~M10 | 30~45 | |
十字槽圓柱頭螺釘 | GB/T822-2000 | M1.6~M10 | 20~40 | |
十字槽小盤頭螺釘 | GB/T823-2000 | M1.6~M10 | 20~50 | |
十字槽沉頭螺釘 | GB/T819.2-2000 | M2~M10 | 3~60 | |
精密機械用十字槽螺釘 | GB/T13806.1-1992 | M1.2~M3 | 1.6~10 | |
開槽帶孔球面圓柱頭螺釘 | GB/T832-1988 | M1.6~M10 | 2.5~60 | |
開槽大圓柱頭螺釘 | GB/T833-1988 | M1.6~M10 | 2.5~20 | |
開槽球面大圓柱頭螺釘 | GB/T947-1988 | M1.6~M10 | 2~20 | |
內(nèi)六角花形圓柱頭螺釘 | GB/T2671-2004 | M6~M20 | 10~120 | |
內(nèi)六角花形盤頭螺釘 | GB/T2672-1986 | M6~M20 | 8~80 | |
內(nèi)六角花形沉頭螺釘 | GB/T2673-1986 | M6~M20 | 8~80 | |
內(nèi)六角花形半沉頭螺釘 | GB/T2674-1986 | M6~M20 | 8~80 | |
內(nèi)六角花形圓柱頭螺釘 | GB/T6190-1986 | M6~M20 | 8~80 | |
緊定螺釘 | 開槽錐端緊定螺釘 | GB/T71-1985 | M1.6~M12 | 2~60 |
開槽平端緊定螺釘 | GB/T73-1985 | M1.6~M12 | 2~60 | |
開槽凹端緊定螺釘 | GB/T74-1985 | M1.6~M12 | 2~60 | |
開槽長圓柱端緊定螺釘 | GB/T75-1985 | M1.6~M12 | 2.5~60 | |
內(nèi)六角平端緊定螺釘 | GB/T77-2000 | M1.6~M24 | 2~60 | |
內(nèi)六角錐端緊定螺釘 | GB/T78-2000 | M1.6~M24 | 2~60 | |
內(nèi)六角圓柱端緊定螺釘 | GB/T79-2000 | M1.6~M24 | 2~60 | |
內(nèi)六角凹端緊定螺釘 | GB/T80-2000 | M1.6~M24 | 2~60 | |
方頭長圓柱球面端緊定螺釘 | GB/T83-1988 | M8~M20 | 16~100 | |
方頭凹端緊定螺釘 | GB/T84-1988 | M5~M20 | 10~100 | |
方頭長圓柱端緊定螺釘 | GB/T85-1988 | M5~M20 | 12~100 | |
方頭短圓柱錐端緊定螺釘 | GB/T86-1988 | M5~M20 | 12~100 | |
方頭平端緊定螺釘 | GB/T821-1988 | M5~M20 | 8~100 | |
內(nèi)六角 | 內(nèi)六角圓柱頭螺釘 | GB/T70.1-2000 | M1.6~M48 | 2.5~300 |
內(nèi)六角平圓柱頭螺釘 | GB/T70.2-2000 | M3~M16 | 6~50 | |
內(nèi)六角沉頭螺釘 | GB/T70.3-2000 | M3~M20 | 8~100 | |
內(nèi)六角花形圓柱頭螺釘 | GB/T6191-1986 | M6~M20 | 10~80 | |
定位和軸位螺釘 | 開槽錐端定位螺釘 | GB/T72-1988 | M1.6~M12 | 4~50 |
開槽圓柱端定位螺釘 | GB/T829-1986 | M1.6~M10 | 1.5~20 | |
開槽盤頭定位螺釘 | GB/T828-1988 | M1.6~M10 | 1.5~20 | |
開槽圓柱頭螺釘 | GB/T830-1988 | M1.6~M10 | 1~20 | |
開槽無頭軸位螺釘 | GB/T831-1988 | M1.6~M10 | 1~20 | |
開槽球面圓柱頭軸位螺釘 | GB/T946-1988 | M1.6~M10 | 2~20 | |
不脫出螺釘 | 開槽盤頭不脫出螺釘 | GB/T837-1988 | M3~M10 | 10~60 |
開槽沉頭不脫出螺釘 | GB/T948-1988 | M3~M10 | 10~60 | |
開槽半沉頭不脫出螺釘 | GB/T949-1988 | M3~M10 | 10~60 | |
六角頭不脫出螺釘 | GB/T838-1988 | M5~M16 | 14~100 | |
滾花頭不脫出螺釘 | GB/T839-1988 | M3~M10 | 10~60 | |
專用螺釘 | 吊環(huán)螺釘 | GB/T825-1988 | M8~M100X6 | 6~140 |
滾花高頭螺釘 | GB/T834-1988 | M1.6~M10 | 2~35 | |
滾花平頭螺釘 | GB/T835-1988 | M1.6~M10 | 2~45 | |
滾花小頭螺釘 | GB/T836-1988 | M1.6~M6 | 3~40 | |
塑料滾花螺釘 | GB/T840-1988 | M4~M16 | 3~40 | |
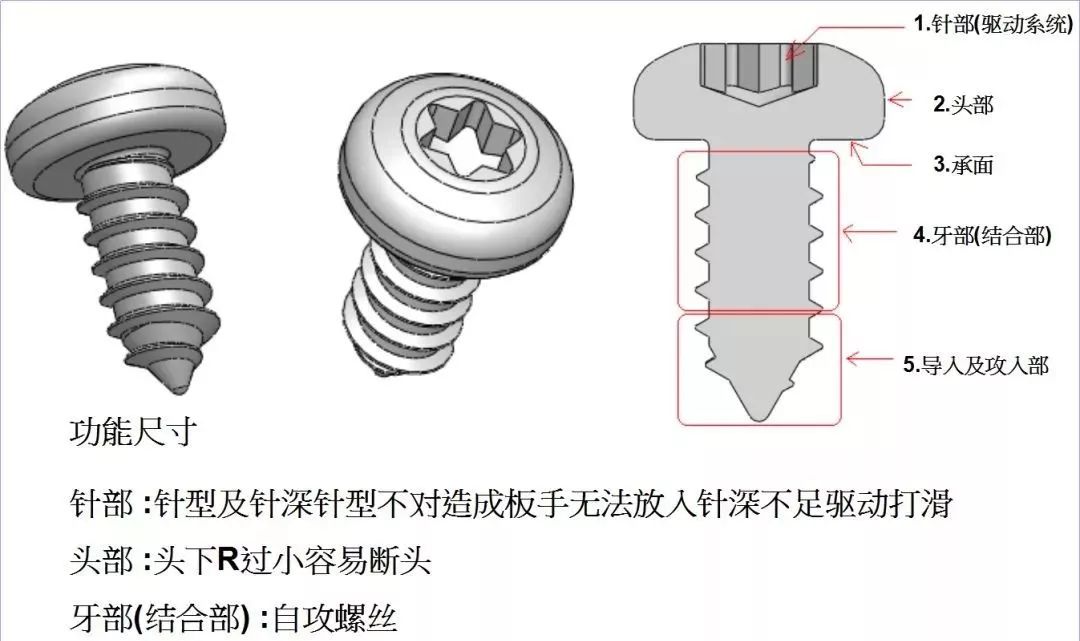
自攻螺釘 | 十字槽盤頭自攻螺釘 | GB/T845-1985 | ST2.2~ST9.5 | 4.5~50 |
十字槽沉頭自攻螺釘 | GB/T846-1985 | ST2.2~ST9.5 | 4.5~50 | |
十字槽半沉頭自攻螺釘 | GB/T847-1985 | ST2.2~ST9.5 | 4.5~50 | |
開槽盤頭自攻螺釘 | GB/T5282-1985 | ST2.2~ST9.5 | 4.5~50 | |
開槽沉頭自攻螺釘 | GB/T5283-1985 | ST2.2~ST9.5 | 4.5~50 | |
開槽半沉頭自攻螺釘 | GB/T5284-1985 | ST2.2~ST9.5 | 4.5~50 | |
六角頭自攻螺釘 | GB/T5285-1985 | ST2.2~ST9.5 | 4.5~50 | |
十字槽凹穴六角頭自攻螺釘 | GB/T9456-1988 | ST2.9~ST8 | 6.5~50 | |
十字槽自攻螺釘 | GB/T13806.2-1992 | ST1.5~ST8 | 4.5~25 | |
自攻鎖緊 | 十字槽盤頭自攻鎖緊螺釘 | GB/T6560-1986 | M2~M6 | 4~60 |
十字槽沉頭自攻鎖緊螺釘 | GB/T6561-1986 | M3~M6 | 6~60 | |
十字槽半沉頭自攻鎖緊螺釘 | GB/T6562-1986 | M3~M6 | 6~60 | |
內(nèi)六角自攻鎖緊螺釘 | GB/T6563-1986 | M5~M12 | 10~80 | |
自鉆自攻 | 十字槽盤頭自鉆自攻螺釘 | GB/T5856.1-2002 | ST2.9~ST6.3 | 13~50 |
十字槽沉頭自鉆自攻螺釘 | GB/T5856.2-2002 | ST2.9~ST6.3 | 13~50 | |
十字槽半沉頭自鉆自攻螺釘 | GB/T5856.3-2002 | ST2.9~ST6.3 | 13~50 | |
木螺釘 | 開槽圓頭木螺釘 | GB/T99-1986 | 1.6~10 | 6~120 |
開槽沉頭木螺釘 | GB/T100-1986 | 1.6~10 | 6~120 | |
開槽半沉頭木螺釘 | GB/T101-1986 | 1.6~10 | 6~120 | |
六角頭木螺釘 | GB/T102-1986 | 2~20 | 35~120 | |
十字槽圓頭木螺釘 | GB/T950-1986 | 2~10 | 6~120 | |
十字槽沉頭木螺釘 | GB/T951-1986 | 2~10 | 6~120 | |
十字槽半沉頭木螺釘 | GB/T952-1986 | 2~10 | 6~120 |
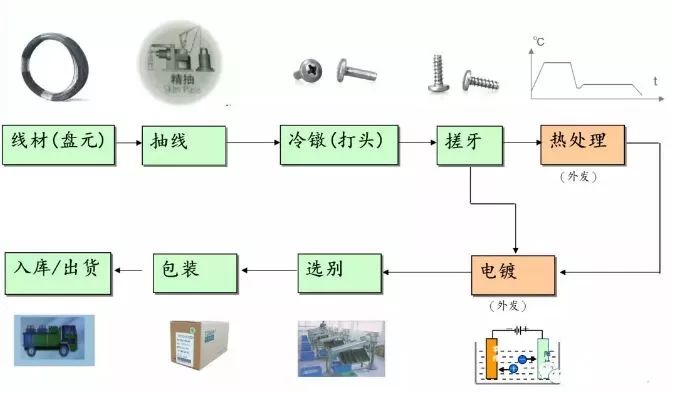
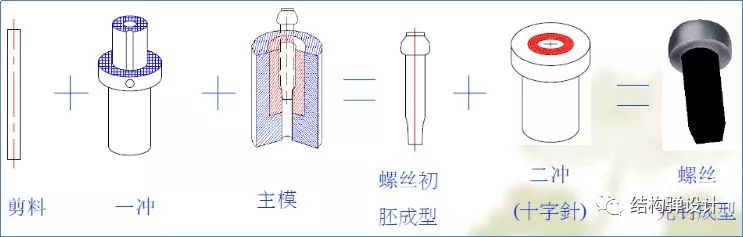
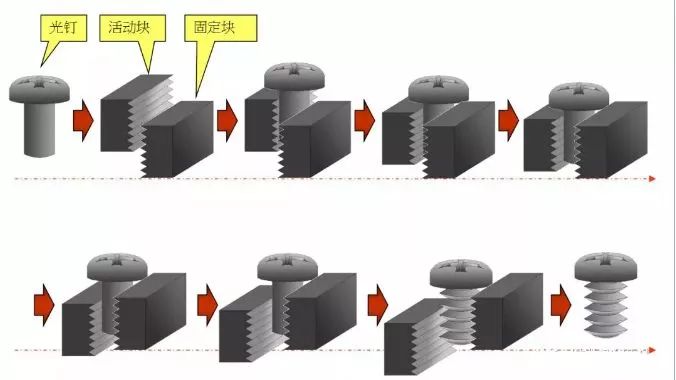
|siralop發(fā)表于 06-20 16:01<font face="楷體, 楷體_GB2312"><font size="5"><font color="#008080"><strong>以前聽說過一種螺絲的成形方法叫做“搓”——桿件在來螺紋的模具中加壓旋轉(zhuǎn)而成。不知道是否存在?</strong></font></font></font><br>
王云龍890126 發(fā)表于 2019-6-20 18:53
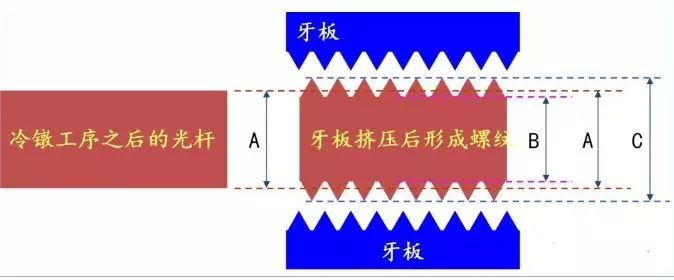
搓絲板的,也有滾絲。
小小cb 發(fā)表于 2019-6-21 11:24' K' `1 S8 d4 Z
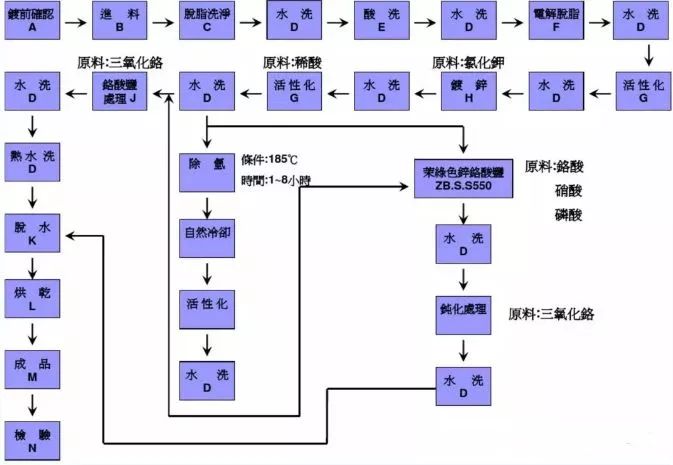
我知道的沒有大佬多;但是我知道有的螺絲需要去氫處理,要不然螺絲會變脆,但是你這里好像沒有
 不錯收藏一定能用上
不錯收藏一定能用上
| 歡迎光臨 機械社區(qū) (http://www.ytsybjq.com/) | Powered by Discuz! X3.5 |